![]() мин-1.
мин-1.
Назначим припуски на шлифование. Согласно табл. 4.1
припуск на цилиндрическую поверхность должен быть равен 0,45 мм, но с учетом закалки
его величину следует увеличить на 10…15%. В конечном итоге принимаем ![]() мм. Припуск на шлифование торцовой
поверхности
мм. Припуск на шлифование торцовой
поверхности ![]() , примем равным 0,3 мм [13, с. 189].
, примем равным 0,3 мм [13, с. 189].
Определим длину торцовой поверхности ![]() как половину разницы максимального и
минимального диаметров поверхностей, ограничивающих торец, (см. рис. 4.1):
как половину разницы максимального и
минимального диаметров поверхностей, ограничивающих торец, (см. рис. 4.1):
![]() мм.
мм.
Рассчитаем скорость радиального движения подачи. Используем формулу (4.2):

 мм/мин, где
мм/мин, где
![]() ;
; ![]() (табл.
4.2);
(табл.
4.2); ![]() (табл. 4.3);
(табл. 4.3); ![]() (табл. 4.4);
(табл. 4.4); ![]() (табл. 4.5);
(табл. 4.5); ![]() (табл. 4.6);
(табл. 4.6); ![]() (табл. 4.7);
(табл. 4.7); ![]() мм – наибольший диаметр поверхности,
ограничивающей торец.
мм – наибольший диаметр поверхности,
ограничивающей торец.
|
|
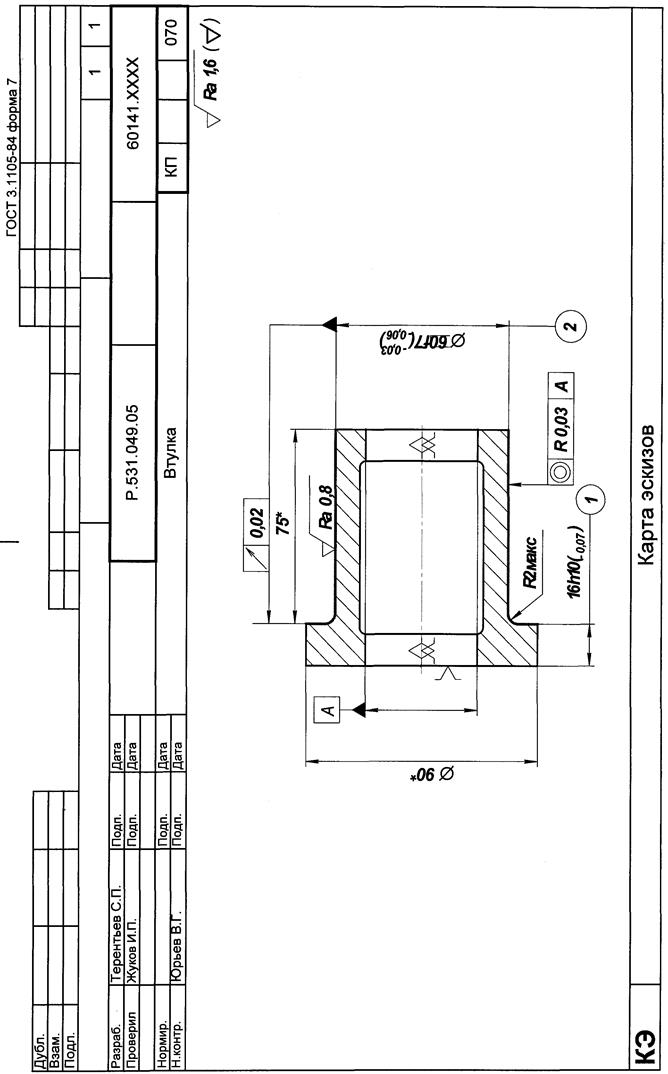
Рис. 8.1. Карта эскизов торцекруглошлифовальной операции |
Мощность резания вычислим по формуле (4.3) в виде
суммы мощностей, затрачиваемых на процесс шлифования цилиндрической ![]() и торцовой
и торцовой ![]() поверхностей:
поверхностей:
![]()
![]()
![]() кВт, где
кВт, где
![]() мм;
мм; ![]() мм;
мм; ![]() (табл. 4.8);
(табл. 4.8); ![]() (табл.
4.9).
(табл.
4.9).
Мощность привода главного движения станка 3Т161Д составляет
17 кВт (табл. 4.6), что с учетом КПД, равного ![]() ,
меньше мощности, расходуемой на резание: 17· 0,85 = 14,45 кВт < 15,5 кВт =
N.
,
меньше мощности, расходуемой на резание: 17· 0,85 = 14,45 кВт < 15,5 кВт =
N.
Из этого следует, что необходимо уменьшить скорость
радиальной подачи. Для общего случая новое уменьшенное значение ![]() следует рассчитывать по формуле (4.4). В
нашем случае после несложного преобразования будем иметь формулу для нового значения
скорости радиальной подачи:
следует рассчитывать по формуле (4.4). В
нашем случае после несложного преобразования будем иметь формулу для нового значения
скорости радиальной подачи:
 мм/мин.
мм/мин.
Так как заготовка подвергается закалке необходимо выполнить проверку на отсутствие прижогов. По формуле (4.5) вычислим значение мощности, затрачиваемое на шлифование, при котором прижоги отсутствуют:
![]() кВт/мм, где
кВт/мм, где
![]() мм – минимальный диаметр (цилиндрической
поверхности);
мм – минимальный диаметр (цилиндрической
поверхности); ![]() (табл. 4.10).
(табл. 4.10).
Прижоги отсутствуют, если выполняется условие (4.6):
![]() кВт/мм.
кВт/мм.
Условие отсутствия прижогов выполняется.
Определим основное время
- для шлифования цилиндрической поверхности (4.8):
 мин, где
мин, где
![]() (табл. 4.11) – выбирается большее значение
коэффициента для данных шлифуемых поверхностей;
(табл. 4.11) – выбирается большее значение
коэффициента для данных шлифуемых поверхностей;
- для шлифования торцовой поверхности (4.9):
![]() мин, где
мин, где
![]() (табл. 4.11) – выбирается большее значение
коэффициента для данных шлифуемых поверхностей.
(табл. 4.11) – выбирается большее значение
коэффициента для данных шлифуемых поверхностей.
За основное время принимается большая величина из найденных выше, т.е. 0,63 мин.
При настройке торцекруглошлифовального станка
действительное значение скорости радиального движения подачи шлифовальной бабки
следует установить равным ![]() мм/мин. Соответственно
эта величина приводится в операционных картах.
мм/мин. Соответственно
эта величина приводится в операционных картах.
Вспомогательное время:
- время на установку и снятие заготовки на гладкую центровую гидропластовую оправку (табл. 7.1, п. 32) – 0,48 мин;
- время на установку и снятие заготовки вместе с оправкой (вручную, в центрах, без крепления хомутика) (табл. 7.1, п. 11)
– 0,26 мин;
- время, связанное с технологическим переходом (шлифование с точностью IT7 с измерением обрабатываемой поверхности в момент обработки накидной индикаторной скобой) (табл. 7.4, п. 40) – 0,21 мин;
- время на управление станком (подвести круг в радиальном направлении к шлифуемой поверхности и отвести от нее, включить и выключить вращение заготовки, подвести круг до касания с заготовкой) (табл. 7.6): 2 ∙ 0,03 + 2 · 0,02 + 0,03 = 0,13 мин;
- время на измерение размеров обработанных поверхностей по завершении технологической операции (используем скобы односторонние предельные) (табл. 7.7, п.п. 2 и 7):
0,15 + 0,07 = 0,22 мин;
- время на контроль отклонения соосности и торцового биения (табл. 7.7, п. 2): 0,14 + 0,17 = 0,31 мин.
Тогда вспомогательное время будет равно:
0,48 + 0,26 + 0,21 + 0,13 + +0,22 + 0,31 = 1,61 мин.
Время на обслуживание рабочего места ![]() составляет:
составляет: ![]() , время перерывов
, время перерывов ![]() для
естественных надобностей –
для
естественных надобностей – ![]() от оперативного времени
(табл. 7.9). Согласно формуле (7.3):
от оперативного времени
(табл. 7.9). Согласно формуле (7.3):
![]()
![]() мин.
мин.
Найдем штучное время (7.1):
![]() мин.
мин.
Подготовительно-заключительное время (табл. 7.11):
- на наладку станка, инструмента, приспособления (установка в центрах) – 7,0 мин;
|
|
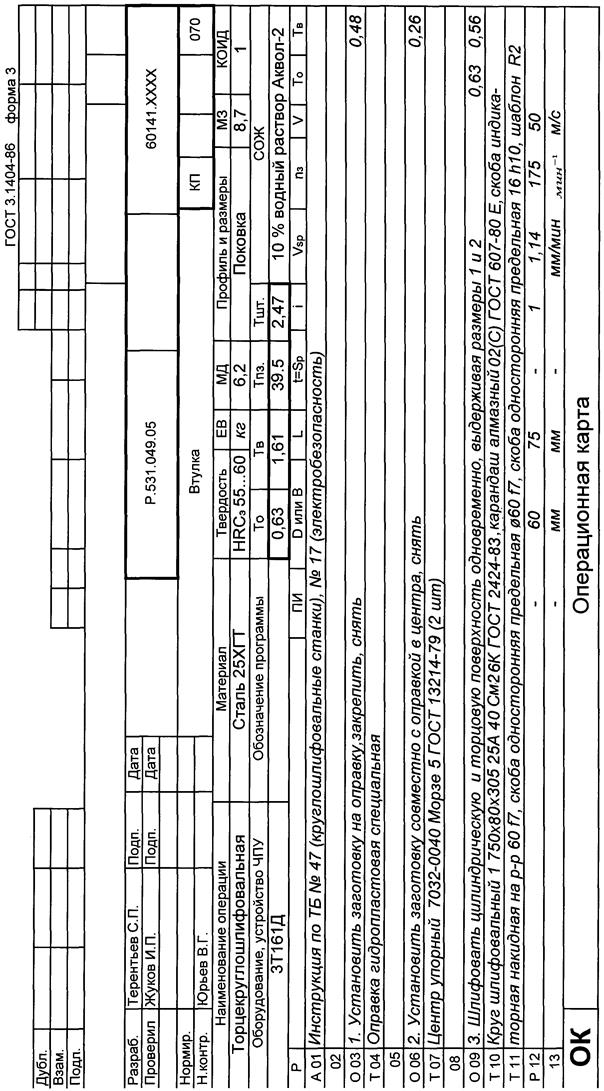
Рис. 8.2. Операционная карта торцекруглошлифовальной операции |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.