- время, связанное с технологическим переходом (шлифование с точностью IT7 с измерением обрабатываемой поверхности в момент обработки накидной индикаторной скобой) (табл. 7.3, п. 53) – 0,47 мин;
- время на управление станком (подвести круг в радиальном направлении к шлифуемой поверхности и отвести от нее, включить и выключить осевое движение подачи стола, включить и выключить вращение заготовки, подвести круг до касания с заготовкой) (табл. 7.6): 2 · 0,03 + 2 · 0,02 + 2 · 0,02 + 0,03 = 0,17 мин;
- время на измерение размеров обработанной поверхности по завершении технологического перехода (используем скобу одностороннюю предельную) (табл. 7.7, п. 3) – 0,31 мин;
- время на контроль радиального биения (табл. 7.8, п. 2) – 0,22 мин.
Тогда вспомогательное время на операцию будет равно:
2,4 + 0,47 + 0,17 + 0,31 + 0,22 = 3,57 мин.
Время на обслуживание рабочего места ![]() составляет:
составляет: ![]() , время перерывов
, время перерывов ![]() для
естественных надобностей –
для
естественных надобностей – ![]() от оперативного времени
(табл. 7.9). Согласно формуле (7.3):
от оперативного времени
(табл. 7.9). Согласно формуле (7.3):
![]()
![]() мин.
мин.
Найдем штучное время (7.10):
![]() мин.
мин.
Подготовительно-заключительное время (табл. 7.11):
- на наладку станка, инструмента, приспособления (установка в центрах) – 7,0 мин;
- на дополнительные приемы (смена шлифовального круга, настройка накидной индикаторной скобы, правка шлифовального круга после его смены): 7,0 + 6,0 + 10,0 + 1,0 = 24 мин;
- на получение исполнителем инструмента и приспособлений до начала и сдача их после окончания работы – 7,0 мин.
Подготовительно-заключительное время составляет
![]() мин.
мин.
Вычислим штучно-калькуляционное время:
![]() мин.
мин.
Для правки шлифовального круга выберем алмазный карандаш типа 02 (С) (табл. 5.1).
|
|
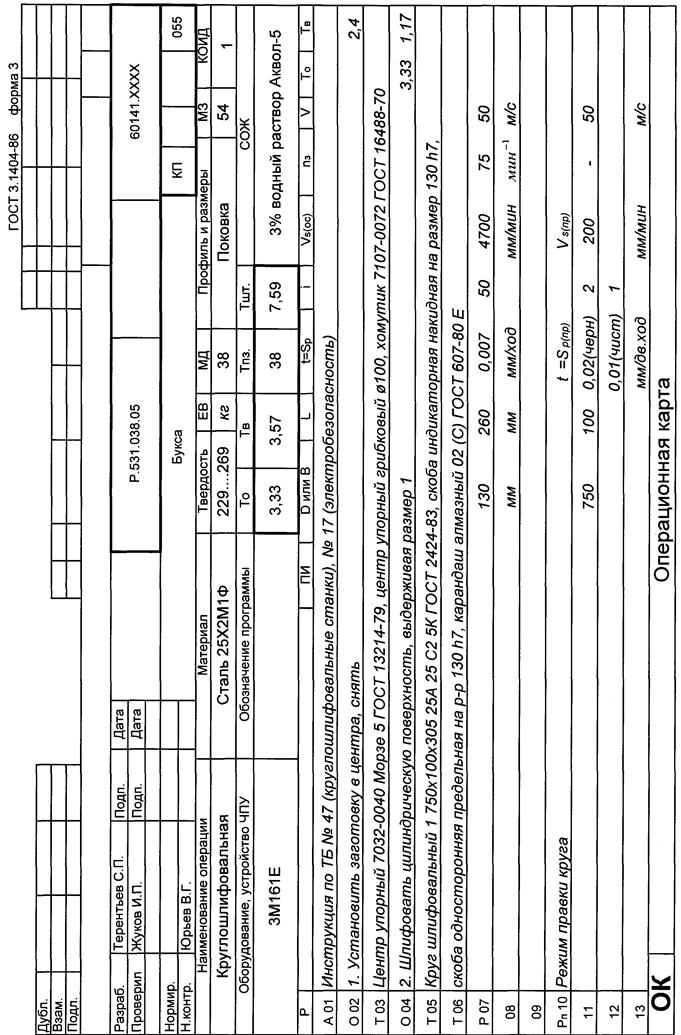
Рис. 8.5. Операционная карта круглошлифовальной операции |
Для назначения режимов правки воспользуемся табл. 5.3.
Примем скорость осевой подачи при правке ![]() м/мин,
радиальную подачу при черновых ходах
м/мин,
радиальную подачу при черновых ходах ![]() мм/дв·ход; при
чистовых ходах –
мм/дв·ход; при
чистовых ходах – ![]() мм/дв·ход. Черновую правку выполним
за 2 хода, чистовую – за 1 ход.
мм/дв·ход. Черновую правку выполним
за 2 хода, чистовую – за 1 ход.
Из табл. 6.1…6.2 выберем СОЖ. Для скоростного шлифования легированной стали (табл. 6.2) назначим 3%-й раствор Аквол-5.
При оформлении операционной карты и карты эскизов рекомендуется воспользоваться методическими указаниями [22].
На рис. 8.5 представлена операционная карта для разработанной операции круглого наружного шлифования с осевой подачей.
Литература
1. Абразивная и алмазная обработка материалов: Справочник / Под ред. А.Н. Резникова. М.: Машиностроение, 1977. – 391с.
2. Бердичевский Е. Г. Смазочно-охлаждающие технологические средства для обработки материалов: Справочник. – М.: Машиностроение, 1984. – 224 с.
3. Зубарев Ю. М., Приемышев А. В. Технологические основы высокопроизводительного шлифования сталей и сплавов. – СПб.: Изд-во С.-Петербургского университета, 1994. – 220 с.
4. Кащук В. А., Верещагин А. Б. Справочник шлифовщика. – М.: Машиностроение, 1988. – 480 с.
5. Кремень З.И., Буторин Г.И., Юрьев В.Г. и др. Технология обработки абразивным и алмазным инструментом. – Л.: Машиностроение, 1989. –208 с.
6. Кремень З. И., Юрьев В. Г., Бабошкин А. Ф. Выбор характеристик абразивных кругов для основных видов шлифования / Под ред. Ю. М. Зубарева. СПб.: Изд-во ПИМаш, 2003. – 60 с.
7. Кремень З. И., Юрьев В. Г., Бабошкин А. Ф. Технология шлифования в машиностроении. – СПб.: Политехника, 2007. – 424 с.
8. Корчак С.Н. Производительность процесса шлифования стальных деталей. – М.: Машиностроение, 1974. – 280 с.
9. Маслов Е.Н. Теория шлифования материалов. – М.: Машиностроение, 1974. – 320 с.
10. Муцянко В. И. Основы выбора шлифовальных кругов и подготовка их к эксплуатации / Под ред. Л. Н. Филимонова. – Л.: Машиностроение, 1987. – 134 с.
11. Попов С.А. Шлифовальные работы. – М.: Высш. шк., 1987. – 384 с.
12. Романов В. Ф., Авакян В. В. Технология правки шлифовальных кругов. – М.: Машиностроение, 1980. – 118 с.
13. Справочник технолога-машиностроителя. Том 1 / Под ред. А. Г. Косиловой и Р. К. Мещерякова. – М.: Машиностроение, 1972. – 694 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.