Розчинення - видалення водонерозчинного забруднення (олії) за допомогою органічного розчинника, його емульсії чи в воді водяного розчину ПАР, що підсилює розчинення.
Витиснення. У результаті впливу ПАР забруднення скоріше витісняється, чим, емульгується. Витиснення підсилюється при механічному впливі. Приклад - струминне очищення.
Механічне збивання при великих швидкостях руху деталі. Прикладами такої технології можуть бути: водо- та пароструминне очищення, ультразвукова, електрична, повітряна та ін.
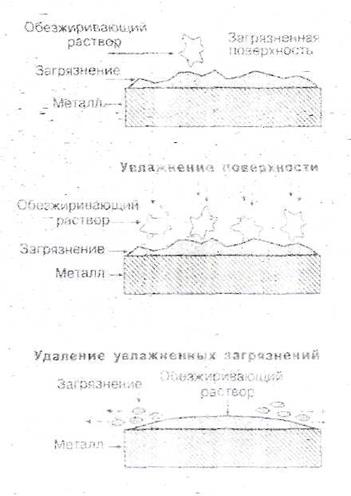
мал. 3.2. механізм знежирення поверхні
Дефлокуляция - дроблення забруднень на дрібні частки і підтримка їх у дисперсному стані у водяному середовищі.
Якість знежирення звичайно контролюють по чистоті поверхні. Існують кількісні та якісні (експрес) методи оцінки чистоти знежиреної поверхні. Укажемо на деякі з них:
- Тест білого рушника. Поверхню протирають білим рушником та перевіряють ступінь його забруднення. Наявність відбитка на рушник свідчить про неякісне очищення поверхні.
- Тест на краплю води. Гарне розтікання краплі води на поверхні говорить про якісне знежирення, збирання в кульку - про погане.
- Тест на краплю спирту - проводять аналогічно тесту з водою. Відмінність полягає в тому, що замість води беруть розведений розчин изопропанола.
- Тест із використанням липкої стрічки. На суху знежирену поверхню наклеюють смужку липкої стрічки. Потім її видаляють та переглядають на листі білого папера.
Наявність забруднень - результат поганого очищення поверхні.
3.3.1.2 Фосфатування поверхні
Фосфатні покриття використовують для поліпшення адгезії покриттів та уповільнення поширення підплівочної корозії. Їх наносять на добре очищену поверхню сталі, іноді кольорових металів. У залежності від структури фосфатів, що утворяться розрізняють аморфне фосфатування та кристалічне.
Залізофосфатні покриття.
Приобробці сталі кислими солями ортофосфатної кислоти й одновалентних металів на поверхні утвориться шар аморфного фосфатного заліза, маса якого коливається від 0,03 до 0,07мг/м2. Нанесення таких шарів вважають найбільш зручнимта вигідним способом підготовки поверхні під покриття порошковими фарбами. Утворення фосфатної плівки зв'язано з протіканням хімічних реакцій. Спочатку при контакті металу з кислим фосфатним розчином відбувається його розчиненняз виділенням водню:
Fе + 2Н+ → Fе2+ + Н2 ↑. [1,10]
При наявності в розчині кисню чи інших окислювачів залізо змінює свою валентність, переходить із двовалентного в тривалентне:
2Fe2+ + 2H– + ½O2 → 2Fe3+ + H2O
[1,10] Далі відбувається утворення фосфатного покриття за участю іонів
трьох- та
двовалентного заліза:
Fе3+ + РО4 3– → ↓FеРО4 [1.10]
Fe3+ + 3(OH– ) → ↓Fe(OH)3 [1.10]
3Fe2+ + 2PO4 3- → ↓Fe3(PO)2 [1.10]
Окислювачі – нітрити, нітрати, хлорати, перхлорати, пероксиди, а також спеціальні органічні речовини прискорюють утворення покриття. У залежності від речовин що використовуються, застосовують розчини з рН від 3,0 до 5,0 та від 4,5 до 6,0. Фосфатні покриття, ізолюючи активні центри поверхні, уповільнюють корозії металів. Такі покриття ідеально підходять для чорних металів, але в модифікованому виді можуть бути нанесені й на інші метали - алюміній, цинк, сплави та гальванізовані метали.
Цинкфосфатні покриття
Фосфатування солями цинку приводить до утворення покрить кристалічної структури. Вони мають сірий колір та добре зчіплюються з металом. Таке фосфатування є більш дорогим у порівнянні з нанесенням аморфного фосфату заліза, алевоно дозволяє одержувати більш якісні покриття та вважається кращим варіантом підготовки поверхні при фарбуванні порошковими лакофарбовими матеріалами.Його застосовують в автомобільній промисловості, приладобудуванні та інших галузях, де великі витрати виправдуються високою якістю.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.