Порошкові матеріали є найбільш значним відкриттям XX століття в лакофарбовій технології. Вони були розроблені не тільки для того, щоб забезпечити надійний захист та додати красивий вид виробам, але й щоб вирішувати екологічну проблему в області покриттів. Цьому сприяє практично повна відсутність органічних розчинників та інших летких компонентів у їхній сполуці. З цієї причини область застосування порошкових лакофарбових матеріалів (ЛФМ) усе більше розширюється.
1.1 Загальні відомості про матеріали
Усі порошкові ЛФМ можуть бути розділені на дві великі групи: термопластичні та термореактивні [1,6].
Термопластичні ЛФМ формують покриття без хімічних реакцій, лише за рахуноксплавки часток при нагріванні. Покриття, що утворяться з них, термопластичні, оборотні. Їх застосовують переважно для одержання покрить функціонального призначенняхімічностійких, протикорозійних, антифрикційних, електроізоляційних. Покриття звичайно наносять товстими шарами - 250 мкм та більше. Типові області їхньогозастосування - захист дроту, труб, кошиків посудомиючих машин, морозильних камер, шліцевих валів та вузлів тертя, електроізоляція шин, перемикачів та інших виробів.
Термореактивні фарби, на відміну від термопластичних, формують покриття за допомогою хімічних реакцій при нагріванні. Такі покриття мають тривимірну будову, вони неплавкі та нерозчинні, тобто необоротні. Термореактивні фарби служать для одержання як функціональних покриттів, так і захисно-декоративних. Для одержанняпокриттів функціонального призначення найбільш широко застосовують епоксидні порошкові фарби.
Основна частка споживання термореактивних фарб, однак, приходиться на захисно-декоративні покриття, для яких зовнішній вигляд найбільш важливий.
Такі покриття звичайно мають невелику товщину (25-100 мкм). Найбільш розповсюджений спосіб їх нанесення - електростатичне розпилення. Важко перелічити всі області застосування цих покриттів. Як приклад: фарбування побутової техніки (холодильники, пральні машини та ін.), захист авто- та мотодеталей, виробів господарського призначення, а також лакування металевих та інших виробів.
Більшість порошкових ЛФМ складається з невеликого числа компонентів: плінкоутворювача , пігментів та наповнювачів, допоміжних речовин та інших цільових добавок.
Термореактивні фарби одержують за наступною технологією (мал. 1.1). Спочатку всі сипучі компоненти, що мають невеликий розмір часток, змішують сухими до одержання однорідної маси, потім суміш екструдирують,
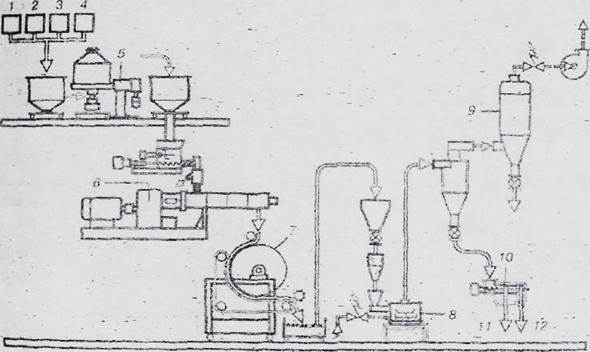
мал. 1.1. Типова схема виробництва термореактивних порошкових фарб:
1-4 - бункери для вихідної сировини (смоли, пігментів, затверджувана, інших добавок); 5 -змішувач: 6-екструдер: 7- охолоджуючий барабан; 8- дробарка; 9- фільтр; 10- вібросито; II- готова фарба на упакування; 12 - фарба на додаткове дроблення
сплав, охолоджують, подрібнюють та фракціонують до часток необхідного розміру; отриману фарбу упаковують у тару та транспортують. Визначальний вплив на якість фарб робить процес екструдирування, тобто змішування компонентів у розплаві, при якому відбувається повна гомогенізація їхньої сполуки. Важливою є операція подрібнення, що забезпечує потрібний розмір часток. Відхилення від необхідного розміручасток негативно позначається на якості покрить на їх основі. Термопластичні порошкові фарби найбільш часто одержують із застосуванням змішувального устаткування, що сполучає процес змішення з подрібненням матеріалу, - кульових та вібромлинів, дезінтеграторів та ін.
1.1.1 Характеристика промислових видів фарб
Поліефірні фарби
Відомокілька видів порошкових поліефірних фарб, які застосовуються у комерційному масштабі: поліефір-уретанові, поліефірні матеріали, які тужавіють за допомогою тригліциділізоцианурата (ТГІЦ), та інші їхні різновиди.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.