РАЗРАБОТКА МЕТОДОЛОГИИ ТЕОРЕТИКО-ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ ПРОЦЕССОВ нестационарого РЕЗАНИЯ на базе ПОПУТНОГО ТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ
Разработка методологии решения на формализованном уровне (с использованием результатов теоретических и экспериментальных исследований) многовариантной задачи поиска рациональных (наивыгоднейших) условий нестационарных процессов обработки резанием различных материалов в зависимости от комплекса свойств, ухудшающих их обрабатываемость, регулированием режима нагружения лезвий режущих инструментов на стадиях проектирования, изготовления и эксплуатации, является важным этапом современного периода развития методов моделирования в машиностроении.
Данный раздел посвящен разработке методологии теоретико-экспериментальных исследований процессов нестационарного резания. Принципиальным отличием предложенной методологии от традиционно принятых есть исключение использования усредненного влияния факторов нестационарности рассматриваемого на соответствующий показатель процесса резания в диапазоне его изменения. Исходя из этого, при разработке модели процесса резания обязательно учитывается закон изменения показателя во времени в связи с действием одного или нескольких факторов, определяющих его нестационарность (см. разд. 2.1), а, следовательно, и характер изменения режима нагружения лезвия (см. разд. 2.2). Это показывает, что принципы и методы комплексных теоретико-экспериментальных исследований с целью получения достоверной и точной прогнозирующей модели, разработанные для квазистационарных ПР, являются практически мало пригодными при изучении нестационарных. Прогнозирующие модели реальных процессов обработки, чаще всего обладающих тем или иным комплексом признаков нестационарности, построенные на приведении их с помощью принимаемых упрощений и допущений к квазистационарному ПР, обеспечивают получение результата больше качественного, чем количественного. Предложенная методика комплексных теоретико-экспериментальных исследований процессов нестационарного резания реализована в соответствии со следующим алгоритмом.
1. Выявление комплекса признаков нестационарности рассматриваемого процесса резания и факторов их определяющих.
2. Определение степени влияния каждого фактора, характеризующего нестационарность ПР, на рассматриваемые показатели.
3. Разработка метода исследования, обеспечивающего учет изменения показателя во времени, связанного с действием соответствующего фактора, приводящего к нестационарности ПР.
4. Оценка достоверности и степени точности разработанного метода.
5. Установление закона изменения во времени рассматриваемого показателя в результате действия соответствующего фактора нестационарности.
6. Выбор метода математического описания изменяющегося во времени рассматриваемого показателя нестацоинарного процесса резания.
6. Разработка алгоритма и программного обеспечения построения модели нестационарного ПР с учетом комплекса факторов, определяющих его нестационарность.
7. Оценка достоверности, точности и работоспособности разработанной модели путем сравнения с результатами экспериментов.
8. Разработка принципов практической реализации разработанной модели.
В разделе также изложены основные методические аспекты работы с учетом того, что методы исследований квазистационарных и нестационарных процессов в большинстве своем различны, а специфические особенности базового процесса резания (ТТ) в значительной мере ограничивают возможность использования большинства методов исследования для традиционных схем формообразования, даже хорошо разработанных. В частности, разработаны оригинальные методики экспериментального определения: составляющих силы резания, коэффициента усадки стружки и действительной толщины среза, позволяющие определять как их значения в любой момент времени нестационарного резания, так и устанавливать законы их изменения в течение всего цикла; методика измерения радиуса округления режущей кромки с помощью растрового электронного микроскопа. Дано их математическое обоснование и произведена оценка погрешности, которая находится в пределах 5-15% в зависимости от метода исследования.
1.1 Описание экспериментальной установки
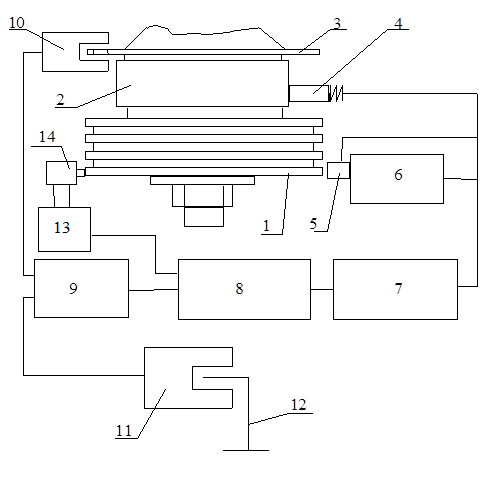
Измерения сил резания, термоЭДС, действительной толщины среза и коэффициента укорочения стружки в условиях ТТ проводилось на экспериментальной установке на базе вертикально-фрезерного станка 6Р13Ф3 оснащенного системой ЧПУ 2С42-65 и измерительным комплексом, состоящим из трехкомпонентного динамометра УДМ-1200, восьмиканального усилителя 8АНЧ-21 и шестиканального самопишущего быстродействующего прибора Н338, прибора управления, датчика оборотов шпинделя, датчика запуска аппаратуры и датчика расстояния индукционного типа (рис. 3.1). Измерения выполнялись по оригинальной методике.
|
Рисунок 3.1 - Схема экспериментальной установки |
Закрепленная на оправке 2 заготовка 1 обрабатывается инструментом 5, установленным в трехкомпонентном динамометре 6, сигнал с которого после усиления с помощью усилителя 7 подается на самописец 8 и регистрируется на специальной бумаге.
При проведении экспериментов можно фиксировать:
1) тангенциальную Pz и радиальную Py составляющие силы резания;
2) термоЭДС Е;
3) текущие обороты заготовки![]() ;
;
4) момент начала и конца контакта заготовки с инструментом;
5) мгновенное значение толщины среза.
ТермоЭДС измеряется методом естественной термопары, образованной режущим инструментом 5 и обрабатываемой заготовкой 1. При этом инструмент изолирован от динамометра с помощью текстолитовых прокладок. Для уменьшения погрешностей измерения термоЭДС, возникающая при резании в данной термопаре, снимается с инструмента в месте, максимально приближенном к твердосплавной пластине. Другой контакт подвижен и состоит из поверхности оправки 2 и угольной щетки 4. Такая схема дает возможность при регистрации исключить влияние на конечный результат паразитных термоЭДС, возникающих в подшипниковом узле шпинделя.
Для управления измерительным комплексом разработан и изготовлен специальный прибор управления 9, обеспечивающий:
1) включение самописца 8 в режим регистрации на короткий промежуток времени, несколько превышающий время цикла обработки. Включение производится автоматически по сигналу датчика 11, установленного на столе станка, при прохождении через паз датчика двух непрозрачных для света шторок 12, место расположения которых на подвижной части станины станка определяет момент и время продолжительности включения лентопротяжного механизма самописца;
2) подачу на измерительный механизм самописца сигнала датчика оборотов заготовки синхронно с пуском его лентопротяжного механизма, что предотвращает повреждение неподвижной ленты пером;
3) электрическое питание датчиков 10, 11 и 14;
4) формирование, усиление и согласование сигналов датчиков с остальной аппаратурой.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.