![]() . (
3.33)
. (
3.33)
Поэтому, учитывая малость углов, погрешность ![]() определяется выражением (при
определяется выражением (при ![]() ):
):
 . (
3.34)
. (
3.34)
С другой стороны, при  погрешность
погрешность
![]() можно определить из выражения:
можно определить из выражения:
 (
3.35)
(
3.35)
Таким образом, погрешностью определения правой границы можно пренебречь.
Оценим погрешность метода для случая измерения радиуса r = 20 мкм при увеличении x1000 линейкой с
ценой деления 1 мм при допустимом угле ![]() и
локальном угле микрорельефа
и
локальном угле микрорельефа ![]() рад. Тогда ширина
полосы на экране будет равна 20 мм. Инструментальную погрешность линейки
принимаем равной
рад. Тогда ширина
полосы на экране будет равна 20 мм. Инструментальную погрешность линейки
принимаем равной ![]() мм. Тогда составляющие
относительные погрешности равны:
мм. Тогда составляющие
относительные погрешности равны:
![]() ;
;
 ;
;
![]()
и суммарная погрешность метода измерения равна:
![]()
или
![]() .
.
Таким образом, проведенный расчет показал, что наибольшую погрешность вносят нестабильность параметров электронного микроскопа и неточность определения границы начала радиуса округления. Необходимо отметить, что реальная погрешность будет приближаться к 5% поскольку всегда найдется неровность, локальный угол которой значительно больше 30°.
Для проверки повторяемости результатов измерений было 10
раз выполнено измерение радиуса округления одной и той же части РК. Одна из
фотографий представлена на рисунке 3.18. По результатам измерений средняя
величина радиуса округления составила ![]() мкм,
а среднее квадратичное отклонение
мкм,
а среднее квадратичное отклонение ![]() мкм, что
соответствует относительной погрешности измерений около 7%.
мкм, что
соответствует относительной погрешности измерений около 7%.
Таким образом, разработанная методика позволяет измерить радиус округления РК по всей ее длине, а также проконтролировать качество РК и выбрать ее дефектные участки, содержащие сколы и др. дефекты. Погрешность измерения вполне приемлема для оценки рассматриваемого параметра с целью изучения его влияния на механику процесса ТТ
1.7 Методика определения параметров качества обработанной поверхности
Качество поверхности является комплексным понятием, включающим точность размеров и профиля (макрогеометрия), шероховатость обработанной поверхности (микрогеометрия) и ее физико-химико-механическое состояние, одним из показателей которого является твердость поверхностного слоя, характеризующая степень деформационного упрочнения в процессе обработки. Эти параметры зависят от множества технологических факторов и прежде всего от режимов обработки, состояния инструмента, жесткости системы СПИД и др.
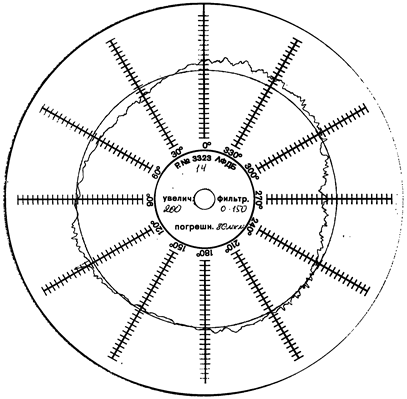
|
Рисунок 3.20 - Диаграммный диск |
![]()
![]()
|
Измерительное усилие щупа регулируется в пределах от 0 до 12 Н. Скорость вращения шпинделя при центрировании составляет 15 об/мин, при записи - 1.5 об/мин. Увеличение прибора переменное и изменяется ступенчато от 125 до 10000. Ширина поля записи равна 30 мм. Прибор позволяет записывать до 240 неровностей в пределах окружности. С помощью электрических фильтров можно записывать неровности в диапазонах от 1 до 14 и от 15 до 240.Погрешность прибора при проверке по образцовому стеклянному сферическому калибру составляет не более 0,1 мкм.
Измерение высоты микронеровностей и обработка результатов осуществлялись по специально разработанной (оригинальной) методике. Измерения производились бесконтактным методом на растровом электронном микроскопе РЭМ-100У с увеличением 400-600 раз. Истинные значения высоты микронеровностей определялись путем сравнения результатов измерений неровностей на снимках участков поверхности контролируемых и эталонного образцов, полученных контактным методом фотопечати (рис. 3.21,б).
Большая глубина фокуса, присущая растровому микроскопу, позволяет осуществить стереонаблюдение трехмерных объектов. Существуют приспособления, с помощью которых можно реализовать эту особенность прибора и получить количественные характеристики топографии поверхности. Таким приспособлением в РЭМ-100У является приспособление для Y- модуляции. При Y- модуляции пучок на экране ЭЛТ отклоняется в вертикальном направлении (Y) от нулевого положения на величину, пропорциональную интенсивности сигнала. Таким образом, изображение строится из ряда линий, вычерченных с помощью Y- модуляции, а не модуляцией от интенсивностей. Это преобразование создает значительную дисторсию изображения, так как вертикальное отклонение является функцией положения на растре и интенсивности сигнала, что позволяет получать количественное значение шероховатости образцов, предварительно градуируя (при одном и том же увеличении) высоты выступов и впадин по эталонным образцам с известной шероховатостью. В качестве эталона, позволяющего определить истинное увеличение микроскопа, использовался тест – объект, представляющий собой решетку электролитической сетки с перемычками размером 0,0094 мм (рис. 3.21,а).
При фотографировании изображения исследуемого участка экспонирование на фотопленку с экрана видеоконтрольного устройства прерывалось, когда развертка на экране еще не доходила до его границы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.