При больших значениях величины упругой деформации на
замыкающем звене технологической системы, малой скорости резания и значениях
заднего угла a, выбранных без учета его
уменьшения на величину aD, действительный задний угол aо может стать равным 0. В
этом случае при выходе режущего клина из зоны резания на заднюю поверхность
лезвия будут действовать нагрузки, пропорциональные упругой деформации и
жесткости системы, что приводит, как правило, к интенсивному износу инструмента
по задней поверхности. При выборе заднего угла из условия a <
aD
процесс выхода лезвия из контакта с соответствующим участком поверхности на
заготовке будет сопровождаться ударными нагрузками вследствие упругого восстановления
элементов системы в направлении, обратном главному движению резания, со
скоростью ![]() , что способствует интенсивному
механическому разрушению режущей кромки. Разрушающее действие ударных нагрузок
со стороны задних поверхностей лезвия значительно усиливается крутильными
колебаниями, как правило, сопровождающими процесс резания при обработке
заготовок с прерывистыми поверхностями и неравномерным припуском из
труднообрабатываемых материалов. Именно этим во многом объясняется более низкая
стойкость инструментов при прерывистом резании по сравнению с непрерывным.
, что способствует интенсивному
механическому разрушению режущей кромки. Разрушающее действие ударных нагрузок
со стороны задних поверхностей лезвия значительно усиливается крутильными
колебаниями, как правило, сопровождающими процесс резания при обработке
заготовок с прерывистыми поверхностями и неравномерным припуском из
труднообрабатываемых материалов. Именно этим во многом объясняется более низкая
стойкость инструментов при прерывистом резании по сравнению с непрерывным.
1.11.2 Анализ условий контактирования лезвия инструмента с заготовкой при прерывистом резании
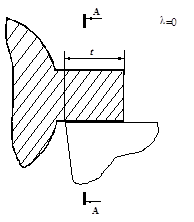
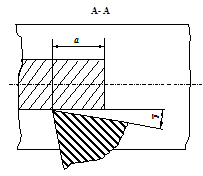
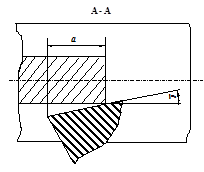
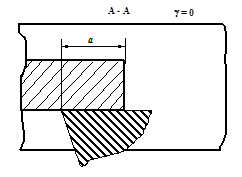
Характер нагружения лезвия инструмента при прерывистом резании, а, следовательно, и условия периодически повторяющихся нагрузок и разгрузок его контактных поверхностей, зависит не только от численных значений геометрических параметров, но в определяющей мере и от знаков углов переднего g и наклона режущей кромки l (рис. 3.29). В зависимости от знаков этих углов контакт лезвия со срезаемым слоем с одними и теми же параметрами (толщиной среза a и глубиной резания t) может начинаться в вершине при l<0 (а), в любой точке режущей кромки на некотором расстоянии от нее при l>0 и g>0 (б,г), в любой точке передней поверхности при g<0 (д). Контакт может быть линейным при l=0 и g¹0 или при l ¹0 и g=0 (в,е) и поверхностным при l=0 и g=0.
|
а) б) в)
г) д) е) Рисунок 3.29 - Начало контакта лезвия инструмента со срезаемым слоем в зависимости от углов наклона режущей кромки l (а,б,в) и переднего g (г,д,е) |
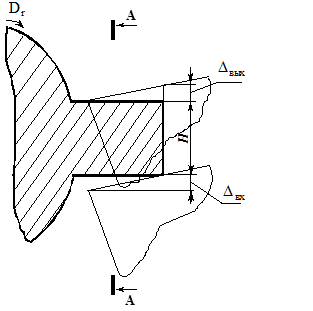
Путь инструмента в главном движении резания Dr так же зависит от значений l и g. При l¹0 (g¹0) действительный путь, соответственно и время, резания hд увеличивается по сравнению с номинальным H (основное резание) на величину врезания Dвх и выхода лезвия из контакта со срезаемым слоем Dвых (рис. 3.31):
hд= H + Dвх + Dвых (3.53)
Для определения характеристик (пути и времени) периодов рабочего хода инструмента - врезания, основного резания и выхода - рассмотрим продольное точение прерывистой поверхности постоянного диаметра с произвольными граничными поверхностями впадин (выступов) лезвием с прямолинейными режущими кромками и плоской передней поверхностью.
Исходные данные:
1. Геометрия инструмента: передний угол g; угол наклона режущей кромки l; главный угол в плане j; вспомогательный - j1.
|
Рисунок 3.30 - Сечение заготовки с прерывистой поверхностью (а) и ее развертка (б) |
2. Режим обработки: вектор скорости резания![]() ; вектор скорости подачи
; вектор скорости подачи ![]() ; величина припуска равна глубине резания
; величина припуска равна глубине резания
![]() .
.
3. Геометрия заготовки в поперечном сечении (рис. 3.30).
Пусть необходимо обработать заготовку с некоторой прерывистой поверхностью (рис. 3.30,а), которая в сечении, перпендикулярном оси, в полярной системе координат задается выражением:
![]() ,
,
где ![]() -
радиус-вектор точки поверхности с углом w.
-
радиус-вектор точки поверхности с углом w.
Рассмотрим обработку точением наружной прерывистой поверхности цилиндрической заготовки. Будем рассматривать установившийся процесс обработки.
|
Рисунок 3.31 - К определению пути (времени) части цикла «резание» при l¹0 и g¹0 |
В общем случае образующая поверхность заготовки может
иметь впадины и выступы произвольной формы. Однако, в пределах практически
применяемой глубины резания (менее 5-10 мм) боковые поверхности впадин
(выступов) можно аппроксимировать (приближенно заменить) плоскостью. Примем,
что указанная плоскость является касательной к поверхности впадин или выступов
в точке, наиболее удаленной от оси заготовки (точки ![]() на
рис. 3.30). Плоскость, с которой инструмент начинает внедряться в заготовку (Пвх,
см. рис. 2.33), назовем нижней ограничивающей плоскостью (НОП), а
плоскость, после которой прекращается контакт инструмента с заготовкой (Пвых),
назовем верхней ограничивающей плоскостью (ВОП).
на
рис. 3.30). Плоскость, с которой инструмент начинает внедряться в заготовку (Пвх,
см. рис. 2.33), назовем нижней ограничивающей плоскостью (НОП), а
плоскость, после которой прекращается контакт инструмента с заготовкой (Пвых),
назовем верхней ограничивающей плоскостью (ВОП).
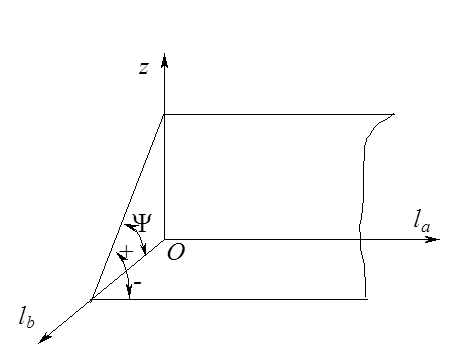
Угол между этими плоскостями и статической основной
плоскостью![]() в заданной точке образующей
поверхности обозначим y и назовем углом
входа (выхода). За положительное направление примем угол, при котором точки
меньшего радиуса выше точек большего радиуса (рис. 3.32). Этот угол характеризует геометрию прерывистой поверхности заготовки: форму и
положение боковых поверхностей впадин (выступов).
в заданной точке образующей
поверхности обозначим y и назовем углом
входа (выхода). За положительное направление примем угол, при котором точки
меньшего радиуса выше точек большего радиуса (рис. 3.32). Этот угол характеризует геометрию прерывистой поверхности заготовки: форму и
положение боковых поверхностей впадин (выступов).
|
Рисунок 3.32 - К определению угла y |
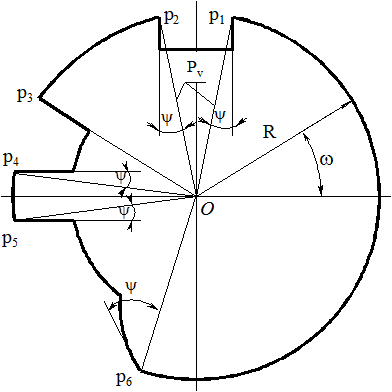
На рис. 3.30,б представлена зависимость радиуса
траектории движения точек, принадлежащих образующей поверхности заготовки, от
угла поворота заготовки w.
Проведем линию ![]() (
(![]() ),
соответствующую обработанной поверхности. Реально назначаемая глубина резания
имеет малую величину по сравнению с диаметром заготовки. Поэтому срезаемый слой
в общем случае приближенно можно представить совокупностью четырехгранников
(четырехгранников среза) с основаниями, образующими угол y1 и y2 со статической основной
плоскостью и гранями
),
соответствующую обработанной поверхности. Реально назначаемая глубина резания
имеет малую величину по сравнению с диаметром заготовки. Поэтому срезаемый слой
в общем случае приближенно можно представить совокупностью четырехгранников
(четырехгранников среза) с основаниями, образующими угол y1 и y2 со статической основной
плоскостью и гранями ![]() ,
, ![]() ,
,
![]() ,
, ![]() (рис.
3.33), параллельными оси Оw
(образующая, вырождающаяся в прямую). Сечение этого многогранника статической
основной плоскостью
(рис.
3.33), параллельными оси Оw
(образующая, вырождающаяся в прямую). Сечение этого многогранника статической
основной плоскостью![]() или, что то же самое,
плоскостью, перпендикулярной оси Оw,
– прямоугольник.
или, что то же самое,
плоскостью, перпендикулярной оси Оw,
– прямоугольник.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 а)
а)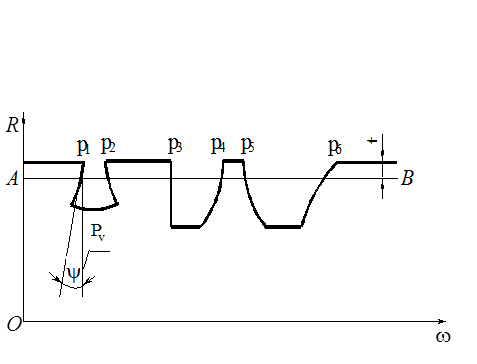 б)
б)