Одной из существенных причин внезапного разрушения лезвия инструмента при прерывистом резании, кроме ударных нагрузок в момент врезания (входа) инструмента, циклического силового и теплового взаимодействия инструмента с заготовкой и специфичных условий резания ряда труднообрабатываемых материалов, являются ударные нагрузки в момент выхода инструмента из контактирующего с ним участка срезаемого слоя в результате упругого восстановления элементов обрабатывающей системы. Эти удары обусловлены тем, что при выходе инструмента из зоны резания система "станок – инструмент - заготовка", "сжатая" усилиями резания, восстанавливает свое исходное состояние, т.е. имеет место упругий возврат заготовки (инструмента) как в направлении, обратном главному движению резания (“раскрутка” системы), так и упругое восстановление в радиальном направлении, в т.ч. поверхностей на ней (резания и обработанной). В результате происходит обратный удар в зонах, прилегающих к режущим кромкам (главной и вспомогательной) со стороны задних поверхностей, что приводит либо к механическому разрушению лезвия, либо к образованию микро- и субмикротрещин, способствующих интенсивному его разрушению, вследствие свойственного для прерывистого резания циклического динамического и термического напряженного состояния режущего клина. Анализ имеющейся по этому вопросу информации и наши исследования показали, что обратный удар является одной из главных причин внезапного отказа инструмента, особенно при прерывистой (неравномерной) обработке деталей из труднообрабатываемых материалов с малыми модулями упругости, т.е. склонных к упругопластическому последействию.
|
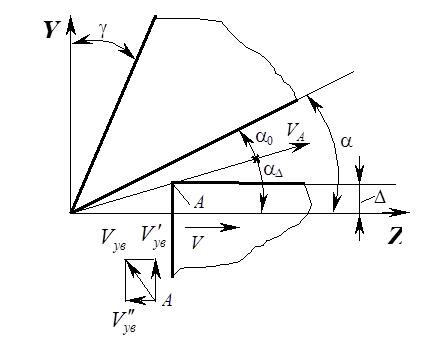
Рисунок 3.28 - Схема выхода лезвия из зоны резания. |
В момент выхода точки A из зоны резания (рис. 3.28) начинается процесс восстановления системы под действием упругих деформаций,
соответствующих нагрузкам при установившемся резании и жесткости элементов
системы. При этом движение точки А будет сложным (в направлении вектора ![]() ) в результате упругого восстановления
системы вдоль осей Y и Z со скоростями соответственно
) в результате упругого восстановления
системы вдоль осей Y и Z со скоростями соответственно ![]() и
и ![]() .
.
При восстановлении технологической системы из
упругодеформированного состояния в исходное в направлении Y режущая
кромка, перемещаясь по траектории главного движения в направлении оси Z,
одновременно под действием упругих деформаций будет перемещаться на величину D и в направлении вектора скорости ![]() , что будет сопровождаться
уменьшением заднего угла. Таким образом, траектория движения точки A на
заготовке относительно лезвия в результирующем движения со скоростью VА
определит значение величины aD, на которую уменьшается задний
угол a:
, что будет сопровождаться
уменьшением заднего угла. Таким образом, траектория движения точки A на
заготовке относительно лезвия в результирующем движения со скоростью VА
определит значение величины aD, на которую уменьшается задний
угол a:
 (3.45)
(3.45)
Следовательно, действительный задний угол a0 при выходе режущего клина из зоны резания будет равен a0 = a - aD и зависит от соотношения скоростей резания и упругого восстановления технологической системы в направлении Y.
В зависимости от схемы нагружения лезвия и условий прерывистого (неравномерного) резания технологическая система из упругодеформированного состояния в исходное положение может переходить либо по экспоненциальному закону (в условиях мгновенного прекращения резания), либо по затухающему колебательному закону (в условиях, когда имеет место постепенное уменьшение действующих на лезвие нагрузок).
В первом случае:
![]() , (3.46)
, (3.46)
где y - текущее значение упругой деформации DI в момент времени t от начала выхода лезвия из зоны резания; T - постоянная времени экспоненты, характеризующая крутизну траектории точки А в движении упругого восстановления и зависящая от жесткости элементов системы и условий деформирования. Она численно равна постоянной демпфирования и колеблется в пределах 10-4 – 10-6 с [[vii]].
Скорость упругого восстановления в этом случае выразится формулой:
 . (3.47)
. (3.47)
Максимальная скорость упругого восстановления, при которой имеет место наибольшая потеря заднего угла, будет при t = 0, т.е. в момент начала выхода режущего клина из зоны обработки и равна
![]() . (3.48)
. (3.48)
Если упругая деформация D будет измеряться в мм, а постоянная времени в секундах, то для определения скорости в м/мин формула (3.48) примет вид:
![]() . (3.49)
. (3.49)
С учетом этой зависимости из формулы (3.45) получим:
 , град (3.50)
, град (3.50)
В том случае, когда технологическая система из деформированного состояния в исходное положение возвращается по затухающему колебательному закону, скорость упругого восстановления можно характеризовать зависимостью:
 , (3.51)
, (3.51)
где tув - время упругого восстановления, с; TС , fC - соответственно период и частота собственных колебаний системы в радиальном направлении;
С учетом (3.51) формула (3.45) примет вид:
 , град (3.52)
, град (3.52)
Из зависимостей (3.50) и (3.52) следует, что потеря заднего угла в значительной мере определяется величинами упругой деформации D на замыкающем звене и скорости резания V.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.