|
Таблица 3.1 - Матрица планирования второго порядка для трех факторов
|
Проведение эксперимента по указанному плану позволяет получить функцию отклика в виде полинома второй степени:
![]() . (3.2)
. (3.2)
В табл. 3.2 приведены интервалы варьирования и уровни изменения исследуемых факторов. Эксперименты проводились в случайной последовательности. Каждая серия опытов повторялась по 3 раза.
В результате экспериментов получаем значения составляющих силы резания и термоЭДС на ленте самописца, которые после считывания умножаются на соответствующие тарировочные коэффициенты.
|
Таблица 3.2 - Интервалы варьирования и уровни изменения факторов
|
||||||||||||||||||||||||||||||||||
Оценка качества обработанной поверхности производилась по соответствующим методикам (см. разд. 3.7). Полученные результаты обрабатывались на ЭВМ по специально разработанным программам в пакете Mathcad (см. приложения Б, В). В результате расчета были получены коэффициенты регрессии полинома (3.2). Адекватность моделей проверялась по критерию Фишера.
1.3 Методика определения коэффициента усадки стружки при попутном тангенциальном точении
С учетом специфики процесса ТТ (см. разд. 2.4) разработана специальная методика определения коэффициента усадки стружки при нестационарном резании, являющемся отличительной особенностью процесса ПТТ.
Известно, что при ТТ толщина стружки является величиной переменной и изменяющейся в зависимости от условий обработки. Это обстоятельство не позволяет напрямую использовать традиционные методики для изучения процессов стружкообразования, в частности, определения коэффициента укорочения стружки.
|
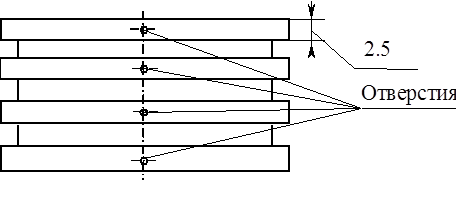
Рисунок 3.3 - Схема заготовки для определения коэффициента усадки стружки |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.