Недостатки стратегии:
- Нерегулируемый объём поставок, что приводит к недостаче при аномально высоком спросе;
- Высокие затраты на перевозку продукции.
Пороговая система поставок (s; S) с критическим нижним уровнем s и предельным верхним уровнем S или «система двух уровней», показанная на рисунке 3.4, является наиболее гибкой по отношению к спросу и позволяет поддерживать относительное постоянство запаса вблизи критического уровня при достаточно редких поставках.
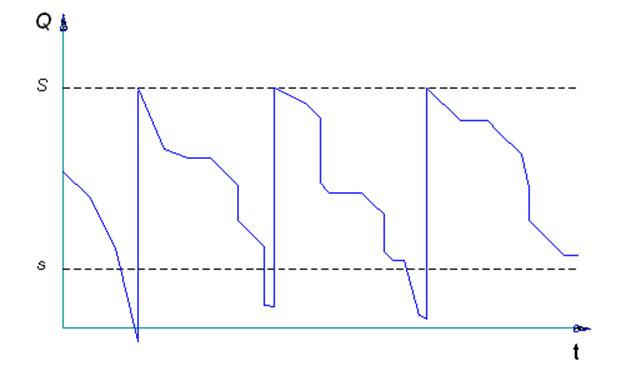
Рисунок 3.4 – Пороговая система поставок (s; S) с критическим нижним уровнем s и предельным верхним уровнем S
Система применяется в любых рыночных условиях и на любых рынках.
К достоинствам системы можно отнести:
- Гибкость системы;
- Наличие обратной связи;
- Возможность изменения нижнего и верхнего пределов запасов.
Недостатки системы:
- Сложность, по сравнению с другими стратегиями.
Здесь при снижении запаса до уровня у меньшего, чем уровень sвыдается заказ на партию объема S — у. В практическом использовании она сложнее, чем (s,q). Употребительным частным случаем является ее вариант с s = S-1 (при дискретном спросе). Здесь заказ производится при поступлении каждого очередного требования. Еще более частный случай — отсутствие запаса на складе данного уровня (S=0).
Необходимо отметить, что при непрерывном контроле уровней и постоянном объеме требований стратегии (s, S) и (s; q) при S = s + qтождественны. Различие между этими стратегиями по определению объема заказа возникает только при дискретизации моментов контроля текущего уровня (в частности, именно так обстояло дело в неавтоматизированных системах снабжения) или при переменной величине требований.
При поступлении требований в дискретные моменты времени нет смысла контролировать уровни непрерывно — достаточно сравнивать с порогом s остаток после удовлетворения каждого очередного требования. Учет этого обстоятельства позволяет считать, что для однопродуктовой (или приводящейся к таковой) задачи стратегия (s; S) всегда является наилучшей.
3.2 Методы нормирования и расчета количества запасных частей
1) Метод расчета запасных частей процесса восстановления [4] был разработан доктором технических наук профессором А.М. Шейниным.
![]() ,
(3.1)
,
(3.1)
где Аi – списочное число автомобилей;
Ω(L) – функция восстановления;
L – интервалы наработки АТС, тыс. км.
 (3.2)
(3.2)
где F(L) – нормальная функция распределения.
![]() ,
(3.3)
,
(3.3)
где L – средняя величина наработки элементов, тыс. км;
U – квантиль нормального распределения;
σ – среднеквадратическое отклонение.
 ,
(3.4)
,
(3.4)
где ω(L) – параметр потока отказов (замен).
Δl – интервал наработки, тыс. км.
Вывод: Недостатками данного метода будут являться такие моменты как, привязанность метода к нормальному закону распределения, не учет сезонного фактора, состояния дорожного полотна, условий эксплуатации ТС, качество деталей и квалификацию ремонтного персонала.
Рисунок 3.5 – График параметра потока отказов (замен)
Рисунок 3.6 – Ведущая функция восстановления
2) Фуфаев С.А. в [5] предложил модель прогнозирования объёмов выпуска автомобильных запасных частей, для расчета которого использовались следующий алгоритм с условиями:
1. Расчет выполняется для каждой модели отдельно и повторяется для каждой ее детали, входящей в номенклатуру запасных частей, которая определена заводом-изготовителем;
2. Расчет ведется отдельно для каждого региона;
3. Используется исходная формула:
 ,
(3.5)
,
(3.5)
где П – нормативный расход запасных частей, шт;
F(t) – функция вероятностей потребности;
i – номер замены детали в период эксплуатации;
k – число одноименных деталей;
n – число деталей;
t – время эксплуатации детали.
3. Коэффициент Кji корректирующий нормальный спрос, то есть превращающий его в спрос фактический, характерный для данного момента времени, равен произведению пяти коэффициентов, подсчитанных для этого же момента времени.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.