При параллельном размещении технологических участков использование козловых кранов менее эффективно, но этот вариант применим в тех случаях, когда предоставляемая для строительства базы площадка не позволяет иметь продольного развития. Кроме этого, вариант параллельного развития базы более удобен для производства маневровых работ.
При больших объемах работ при одновременном использовании деревянных и железобетонных шпал рекомендуется комбинированный вариант размещения технологических участков, когда сборка и разборка звеньев путевой решетки с одним видом шпал располагается по принципу продольного размещения, а с другим видом шпал – по принципу параллельного размещения.
4.3 Компоновка участков сборки и разборки рельсошпальной решетки с деревянными шпалами
На участке сборки РШР выполняются следующие работы: выгрузка из подвижного состава и размещение деталей рельсошпальной решетки в приемных складах базы; подача деталей в промежуточные технологические склады и загрузочные устройства звеносборочной линии; сборка путевой решетки; уборка собираемых звеньев с линии и их промежуточное складирование в технологических и приемных складах базы; погрузка звеньев на подвижной состав.
На участке разборки выполняются следующие работы: выгрузка прибывших на базу звеньев рельсошпальной решетки с размещением их в приемных и технологических складах базы; подача звеньев на линию разборки; разборка путевой решетки; уборка элементов разобранной решетки и их складирование в технологических и приемных складах базы.
Компоновка участков сборки и разборки производится с учетом принятых средств механизации и автоматизации. При этом следует иметь в виду, что размещение технологического оборудования и складов должно обеспечивать минимальный пробег кранов, по возможности исключить встречные потоки складируемых материалов, снизить простои кранов из-за пересекающихся траекторий их движения, создать условия безопасности работы и передвижения обслуживающего персонала, обеспечить требования пожарной безопасности.
На каждом технологическом участке для выполнения всего комплекса работ должно быть два козловых крана, подкрановый путь и три железнодорожных пути: один путь – стенд для сборки или разборки звеньев РШР, другой – погрузочно-разгрузочный и третий – ходовой. Ходовой путь обычно укладывается под одной из консолей козлового крана. Этот путь обычно используется для маневров и стоянки хозяйственных поездов (укладочных поездов). Под другой консолью и в междупутье складируются материалы
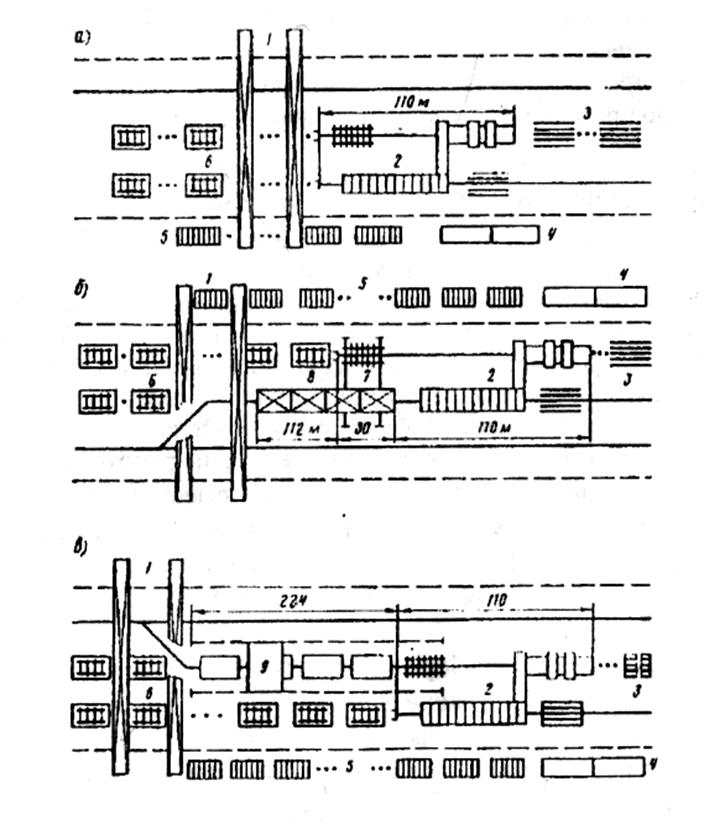 |
Рисунок 4.2 – Схемы компоновки участка сборки путевой решетки с поточной линией ЗЛХ – 800: а) с козловыми кранами; б) с перегружателем и эстакадой; в) с передвижным перегружателем; 1 – козловые краны; 2 – поточная линия; 3 – рельсы; 4 – скрепления; 5 – шпалы; 6 - новые звенья; 7 – перегружатель; 8 – эстакада; 9 – передвижной перегружатель
 |
Рисунок 4.3 – Схемы компоновки участка сборки путевой решетки с поточной линией ЗРЛ – 800:
Lл – звеносборочная линия (140 м); L1,2 – зоны складирования звеньев; L3 – зона складирования рельсов; L4,5 – зоны складирования годных к ремонту и негодных шпал; L6 – склад скреплений; L7 – приёмная эстакада (120 м); Lу – длина участка
4.4 Компоновка участков сборки и разборки рельсошпальной решетки с железобетонными шпалами
Одним из основных требований, предъявляемых к системам комплексной механизации работ при путевой решетке с железобетонными шпалами, является обеспечение возможности повторного использования старогодных материалов. В общем случае машинный комплекс должен включать в себя технические средства, позволяющие наряду со сборкой новой решетки осуществлять полную разборку звеньев с проверкой состояния всех деталей и дифференцированным их подбором для сборки в зависимости от места укладки (главные, малодеятельные, станционные пути).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.