Тип виробництва приймають у залежності від:
- річної виробничої програми- 24000 шт.;
- маси та конструкції деталі 0,5кг.;
Річна програма та режим роботи вказуються у завданні.
Таблиця 1.4.1– Залежність типу виробництва від об’єму випуску та маси деталі
|
Маса деталі, кг |
Величина річної програми випуску, шт |
||||
|
Одиничне |
Д. серійне |
С. серійне |
К. серійне |
Масове |
|
|
< 1,0 |
< 10 |
10…2000 |
1500…100000 |
75000..200000 |
>200000 |
|
1,0…2,5 |
< 10 |
10…1000 |
1000…50000 |
50000...100000 |
>100000 |
|
2,5…5,0 |
< 10 |
10…500 |
500…35000 |
35000…75000 |
>75000 |
|
5,0…10,0 |
< 10 |
10…300 |
300…25000 |
25000…50000 |
>50000 |
|
>10,0 |
< 10 |
10…200 |
200…10000 |
10000…25000 |
>25000 |
Згідно таблиці визначили що виробництво мого варіанту серійне виробництво
Для середнєсерійне виробництва визначають розмір партії деталей, що запускаються у виробництво одночасно:
 ,
(1.4.1)
,
(1.4.1)
де ![]() -
кількість деталей одного найменування та розміру в річному об’ємі випуску, 2400 шт.;
-
кількість деталей одного найменування та розміру в річному об’ємі випуску, 2400 шт.;
![]() -
необхідний запас заготівок на складі (для великих деталей
-
необхідний запас заготівок на складі (для великих деталей
![]() дні,
середніх -
дні,
середніх - ![]() днів,
дрібних -
днів,
дрібних - ![]() днів);
днів);
![]() -
число робочих днів у році (
-
число робочих днів у році (![]() дні,
при двох днях відпочинку на
тиждень та тривалості робочої зміни 8 годин).
дні,
при двох днях відпочинку на
тиждень та тривалості робочої зміни 8 годин).
Величина партії запуску округляється в більшу сторону у залежності від конкретних виробничих умов. Вона повинна бути кратною річному об’єму випуску і рівною або кратною розміру виробничої партії. Доцільно мати величину партії рівну розмірам змінного завдання.
Визначення типу виробництва можна проводити за коефіцієнтом закріплення
операцій ![]()
 (1.4.2)
(1.4.2)
 , де
, де ![]() -
річний фонд робочого часу, год. При двохзмінній роботі
-
річний фонд робочого часу, год. При двохзмінній роботі
![]() год.;
год.;
![]() -
ККД процесу,
-
ККД процесу, ![]() ;
;
![]() -
кількість верстатів на дільниці 8;
-
кількість верстатів на дільниці 8;
![]() -
штучний час на виготовлення однієї деталі, 14,75 год.;
-
штучний час на виготовлення однієї деталі, 14,75 год.;
![]() -
річна програма випуску, 24000шт.
-
річна програма випуску, 24000шт.
1.5 Аналіз технологічності конструкції деталі і проробка
на технологічність
Технологічність форми деталі з погляду отримання заготівки Якщо подивитися на розміри деталі, то можливо передбачити ,що найкращім способом отримання профілю заготівки ,буде профіль круглого прокату, з такими розмірами Ø 40-0,5 мм. Та довжина 121(-0,54)мм. Обґрунтовується тим, що розміри вісі колодок незначна різниться між найбільшим та найменшим діаметром, там малою масою ,а довжина 117,6(-0,54) мм. Якщо отримувати заготівку гарячим штампуванням ,ми отримаємо що будемо нераціонально використовувати гаряче-штампувальні верстати. Так як ми одержимо великі затрати енергії на отримання такої малої деталі. Литтям зовсім нераціонально отримувати деталі обертанням
Технологічність форми вісь колодок з погляду обробки на верстаті.
З погляду на ескіз деталі ,ми бачимо що в деталі знаходиться ексцентрик діаметром Ø27,99h12мм. довжиною 10,5-0,27мм. Виконується завдяки спеціальної втулки, яка одівається на лиску, яку ми вже профрезеруємо двома фрезами. І тоді ми витримаємо і роз положення поверхонь лиски та ексцентрика. Застосовується два стандартних ріжучих інструментів, для оброблення канавок перший канавочний різець 2130-4257 та 8166-4173. Відповідна точність розмірів коливається від 14 до 10 квалітету та шорсткості 10
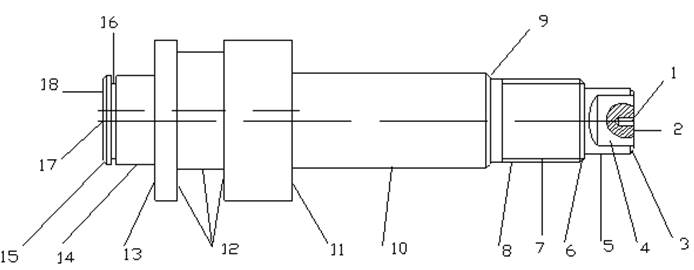
Рисунок 1.5.1 Поверхні які обробляються
Таблиця 1.5.1 - Розміри, точність та шорсткість поверхонь деталі
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.