При наклонном положении
шатуна к вертикали, точку D
перемещаете по дуге окружности и при наибольшем угле наклона шатуна, b переходит в положения ![]() . В этих крайних положениях перекос
поршня в вертикальной плоскости уменьшится и выразится вертикальным
отрезк
. В этих крайних положениях перекос
поршня в вертикальной плоскости уменьшится и выразится вертикальным
отрезк![]() следовательно, перекос поршня
следовательно, перекос поршня  .
.
В результате погрешности
от пересечений осей появляется еще одна ошибка: поворот поршня в горизонтальной
плоскости. Этот поворот соответствует горизонтальным проекциям перемещений ![]() и выражается отрезком
и выражается отрезком ![]() в каждую сторону от начального положения D, он может быть записан величиной
в каждую сторону от начального положения D, он может быть записан величиной  .
.
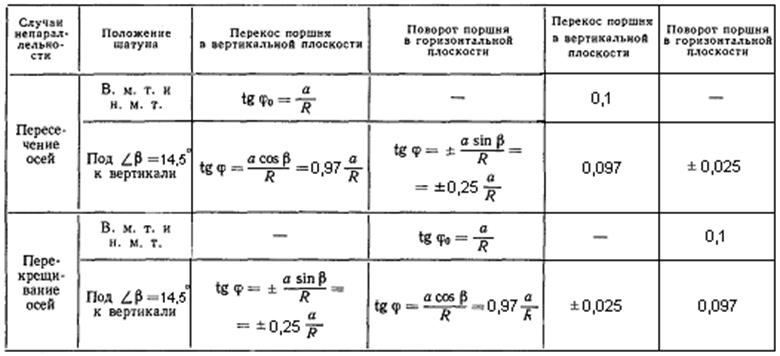
Формулы для расчета погрешностей в положениях, поршня при пересечении осей головок шатуна представлены в первых двух графах таблицы 7.
Таблица 7 «Погрешности положения поршня при не параллельности осей головок шатуна»
Значение угла наклона
шатуна β к вертикали определяется следующим образом: ![]() ,
где r радиус кривошипа, L длина шатуна.
,
где r радиус кривошипа, L длина шатуна.
Погрешность, возникающая
из-за перекрещивания осей головок шатуна, на рис.7.1.а схематически показана
тем, что ось поршневого пальца занимает положение EF при положениях кривошипа в ВМТ и НМТ. Поршень повернут в
горизонтальной плоскости на величину ![]() , где a — горизонтальный отрезок AЕ. Подобно предыдущему, при
наклонных положениях шатуна к вертикали, ось пальца EF описывает часть конической
поверхности, и точка Е занимает положения
, где a — горизонтальный отрезок AЕ. Подобно предыдущему, при
наклонных положениях шатуна к вертикали, ось пальца EF описывает часть конической
поверхности, и точка Е занимает положения ![]() . При
наибольших углах наклона шатуна b (рис.1б), поворот поршня в горизонтальной плоскости
несколько уменьшается и определяется горизонтальным отрезком
. При
наибольших углах наклона шатуна b (рис.1б), поворот поршня в горизонтальной плоскости
несколько уменьшается и определяется горизонтальным отрезком ![]() ; при этом .
Одновременно появляются перекосы поршня и вертикальной плоскости в обе стороны
от начального положения Е, характеризуемые вертикальной проекцией
; при этом .
Одновременно появляются перекосы поршня и вертикальной плоскости в обе стороны
от начального положения Е, характеризуемые вертикальной проекцией ![]() перемещений
перемещений ![]() отсюда
величина перекоса
отсюда
величина перекоса ![]() .
.
В таблице 7 представлены также значения погрешностей в положениях поршня для случая перекрещивания осей головок.
Обработка шатуна с отъемной крышкой нижней головки:
Крышка шатуна, не должна быть взаимозаменяемой, и окончательная обработка имеющихся на ней точных поверхностей выполняется в сборе со стержнем шатуна.
Порядок обработки шатуна из штампованной заготовки будет следующим. После разметки и центровки концов заготовки начерно обтачивают на токарном станке верхнюю и нижнюю головки. Производят черновое фрезерование торцевых плоскостей. Для возможности сборки с крышкой в стержне сверлят предварительно отверстия под шатунные болты по кондуктору. Затем отрезают крышку и подрезают плоскость разъема с крышкой. На расточном станке начерно растачивают отверстие верхней головки и полу отверстие нижней. После фрезерования боковых плоскостей головок производят чистовую обточку обеих головок и окончательную фрезеровку плоскости разъема. После сборки стержня с крышкой на технологических болтах переходят к совместной обработке головок. На расточном станке выполняют предчистовую расточку головок и окончательную подрезку их боковых плоскостей. Базой служат обточенные поверхности головок. Для зенкерования, окончательной подрезки и развертывания отверстий под шатунные болты используют приспособление, снабженное установочными пальцами. Базой служат отверстия и боковые плоскости детали. Передние и задние втулки кондуктора (двойное направление инструмента) обеспечивают прямолинейность осей отверстий и их параллельность. Отверстия в головках отделывают тонкой расточкой или шлифованием. Эту операцию, так же как предчистовую расточку головок, осуществляют с двух позиций стола или шпинделя, но с одного крепления детали.
5.3 План обработки шатуна
Материал Сталь 18Х2Н4МА.
Заготовка штамповка.
Таблица 8. «План обработки шатуна».
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.