В связи со склонностью композиции к хрупкому разрушению, деформирование следует делать горячим или тепловым с учетом возможного изменения упрочняющей фазы. Обычно на первой стадии обработки ДС подвергают экструзии, которая сопровождается одновременным уплотнением с частичным или полным устранением пористости. Предельные давления и температуры при экструзии определяются стойкостью инструмента. Выбирая температуру экструзии, нужно учитывать и возможность коалесценции упрочняющей фазы. Помимо экструзии применяют деформацию с уплотнением холодной или горячей прокаткой, а также холодную и тепловую деформацию в сочетании с термической обработкой. Температура и продолжительность отжига определяются характером деформации и составом КМ.
Из методов деформационной
обработки (горячее прессование, прокатка, экструзия и др.) наиболее часто
применяется экструзия. Основными технологическими режимами в этом процессе
являются температура нагрева оснастки Тф, температура нагрева формовки
перед экструзией Тзаг, скорость истечения uист, м/мин
или давление прессования Рпр, коэффициент вытяжки ![]() , где
, где ![]() площадь
сечения заготовки до экструзии, a
площадь
сечения заготовки до экструзии, a ![]() площадь сечения
заготовки после экструзии. Так, для КМ Аl-SiC Тф=420-440°С, Тзаг=480-490°С, Кв=15-22; следует
отметить, что при увеличении объемной доли Vf упрочняющей фазы
усилие прессования должно увеличиваться, а скорость истечения материала
уменьшаться (например, при увеличении в системе Аl-SiC Vf с 20% до
30% усилие прессования увеличивается на 20-30%, а скорость истечения материала u уменьшается с 1 до 0.5 – 0,7м/мин.
площадь сечения
заготовки после экструзии. Так, для КМ Аl-SiC Тф=420-440°С, Тзаг=480-490°С, Кв=15-22; следует
отметить, что при увеличении объемной доли Vf упрочняющей фазы
усилие прессования должно увеличиваться, а скорость истечения материала
уменьшаться (например, при увеличении в системе Аl-SiC Vf с 20% до
30% усилие прессования увеличивается на 20-30%, а скорость истечения материала u уменьшается с 1 до 0.5 – 0,7м/мин.
Схема процесса экструзии представлена на рис. 3.1, а экструдированные прутки КМ с прессостатками на рис. 3.2.
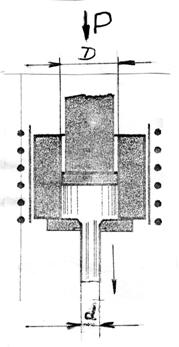
Рис. 3.1. Схема процесса экструзии: D – размер формовки до экструзии, d – размер прутка после экструзии
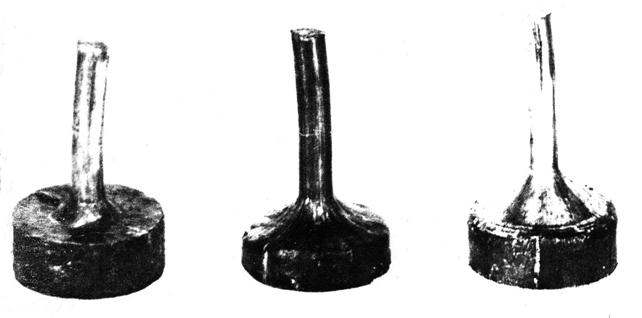
Рис. 3.2. Заготовки – прутки из КМДУ с пресс-остатком после экструзии
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.