наличие большого числа центров кристаллизации приводит к объемному затвердению и возникновению рассеянной усадочной пористости, усугубленной процессами газовыделения в случае алюминиевых матричных сплавов.
На рис. 2.6 приведена схема технологической реализации вакуумно-компрессионной пропитки.

Рис. 2.6. Схема процесса вакуумно-компрессионной пропитки: сплошная линия T – температура; пунктирная линия Р – давление
В период ![]() – в заливочную камеру загружается каркас из упрочняющей фазы,
полученный холодной формовкой, шликеровым формованием и др. методами, и слиток
матричного сплава; камеру вакуумируют до остаточного давления Рост = 6,7 ¸ 26,7 Па;
– в заливочную камеру загружается каркас из упрочняющей фазы,
полученный холодной формовкой, шликеровым формованием и др. методами, и слиток
матричного сплава; камеру вакуумируют до остаточного давления Рост = 6,7 ¸ 26,7 Па; ![]() –
камеру нагревают до Т1
превышающих
–
камеру нагревают до Т1
превышающих ![]() на
на
![]() ;
; ![]() –
время выдержки при постоянной температуре
для равномерного прогрева;
–
время выдержки при постоянной температуре
для равномерного прогрева; ![]() – охлаждение до
– охлаждение до ![]() c малой скоростью (0,5 –
3)0С/мин;
c малой скоростью (0,5 –
3)0С/мин; ![]() – отключение вакуума и заполнение заливочной камеры нейтральным газом с
повышением давления на зеркало матричного расплава до 7 – 17 МПа;
– отключение вакуума и заполнение заливочной камеры нейтральным газом с
повышением давления на зеркало матричного расплава до 7 – 17 МПа; ![]() – выдержка под давлением;
– выдержка под давлением;![]() –
снятие давления и отключение.
–
снятие давления и отключение.
Компрессионная пропитка может реализовываться в виде жидкой или полужидкой штамповки.
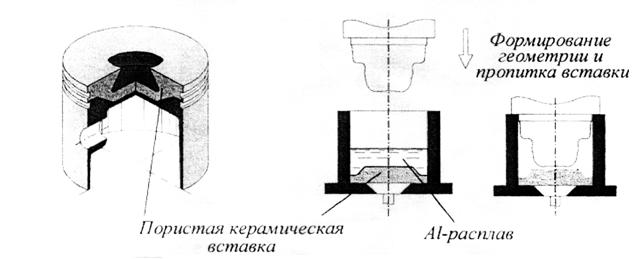
На рис 2.7 представлена схема получения жидкой штамповкой поршня из поршневого сплава Al – 30 с головкой, армированной вставкой из SiO2кв, изготовленной шликерным формованием. Технологические режимы (температура матричного расплава Tm, давление прессования Р, время выдержки под давлением t) позволяют обеспечить пропитку и получить КМДУ с объемной долей SiO2 7%.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.