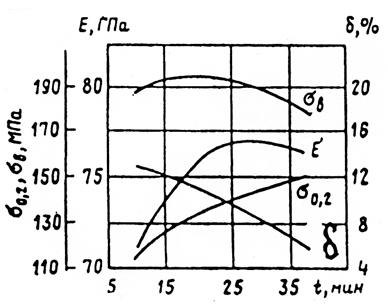
Время перемешивания может по-разному влиять на усвоение дисперсных частиц в зависимости от их природы. На рис. 2.4 показано влияние времени перемешивания матричного сплава Al + Cu – 4,5%, упрочненного частицами SiC в объеме 5-10%.
а)
б)
Рис. 2.4. Влияние времени перемешивания на прочность, модуль упругости и относительное удлинение КМ на основе алюминиевого сплава с частицами карбида кремния
Установка для замешивания частиц в расплав состоит из нагревательной печи, тигля с расплавом и лопастной мешалки – импеллера. Она должна быть снабжена стопорным устройством для заливки через донное отверстие (рис. 2.5).
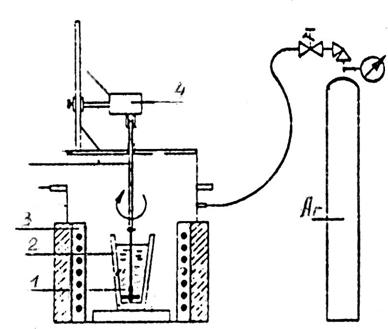
Рис. 2.5. Схема установки для замешивания частиц в расплав: 1 - расплав, 2 – тигель, 3 – нагревательная печь, 4 – двигатель с импеллером
1.2.2. Технология компрессионной пропитки
Технология пропитки один из наиболее перспективных техпроцессов получения КМ. Он менее энергозатратен, чем твердофазные технологии и позволяет получать заготовки сложной геометрии с минимальной механической обработкой. Технология пропитки при изготовлении КМДУ осложняется дисперсностью упрочняющей фазы, развитостью ее поверхности, а значит сложностью каналов движения матричного расплава при заполнении, большим количеством сорбированных газов. Поэтому чаще всего используется не самопроизвольная, а компрессионная пропитка каркасов из упрочняющей фазы. При этом возникают три проблемы:
решающее значение при заполнении
может играть смачиваемость поверхности упрочняющей фазы матричным расплавом;
самопроизвольная пропитка может происходить при краевом угле смачивания ![]() и чем меньше
и чем меньше ![]() , тем легче осуществляется пропитка; при приближении
угла смачивания
, тем легче осуществляется пропитка; при приближении
угла смачивания ![]() к
к ![]() и
далее требуется приложение внешнего давления;
и
далее требуется приложение внешнего давления;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.