При рассмотрении литой кристаллической структуры на макроуровне можно выделить три характерные зоны: периферийная мелкозернистая, зона столбчатых ориентированных кристаллов, зона равноосных неориентированных кристаллов.
Такое кристаллическое строение можно назвать классическим. Соотношение зон или отсутствие отдельных зон определяется условиями кристаллизации. Например, при заливке с температурой начала кристаллизации не образуется зона столбчатых кристаллов; при больших перегревах столбчатые кристаллы могут достигнуть оси и зона равноосных кристаллов может отсутствовать – так называемая транскристаллизация.
Введение мелкодисперсных частиц в металлический матричный расплав может оказывать модифицирующее действие на структуру, способствуя измельчению зерна и выделению вторичных фаз. Высокодисперсные тугоплавкие оксидные, карбидные, нитридные частицы являются модификаторами 2 рода; при их введении в жидкость создается развитая поверхность раздела, облегчающая образование твердой фазы при кристаллизации, они оказывают влияние на микроструктуру, размер зерна. Например, модифицирующий эффект упрочняющих частиц в силуминах можно оценить по размеру выделений кремневой фазы rSi (рис 2.15), а по активности их можно расположить в следующем порядке: частица графита, TiC, SiC, Al3Ti.
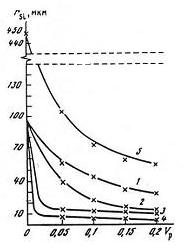
Рис. 2.15. Модифицирующий эффект армирующей фазы КМ на
основе ![]() с частицами: 1 – графита, 2 – TiC,
3 – SiC, 4 – Al3Ti, 5 – частицы графита и выдержка перед заливкой
Т=1043К
с частицами: 1 – графита, 2 – TiC,
3 – SiC, 4 – Al3Ti, 5 – частицы графита и выдержка перед заливкой
Т=1043К
Выдержка расплава перед
заливкой способствует росту зерна, но модифицирующий эффект частиц остается.
Имеются данные о том, что увеличение объемной доли упрочняющей фазы ![]() усиливает эффект измельчения
структурных составляющих влияние упрочняющей фазы (УФ) может по-разному
сказываться на дендритном параметре в зависимости от:
усиливает эффект измельчения
структурных составляющих влияние упрочняющей фазы (УФ) может по-разному
сказываться на дендритном параметре в зависимости от:
вида и объемной доли УФ;
соотношения теплофизических параметров матрицы и УФ;
растворения УФ в матричном сплаве.
Дендритный параметр a- твердого раствора силумина при литье в землю составляет приблизительно ~10 мкм, а при жидкой штамповке ~1 мкм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.