12.3. Наличие трещин в надрессорных балках не допускается, помимо следующих трещин, подлежащих устранению в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов» ЦВ-201-98.:
1) заварить трещины А (рис. 12.1.) опорной поверхности подпятникового места, не переходяёщих через наружный бурт на плоскость верхнего пояса и боковой стены, при условии, что суммарная длина их не превышает 250 мм.
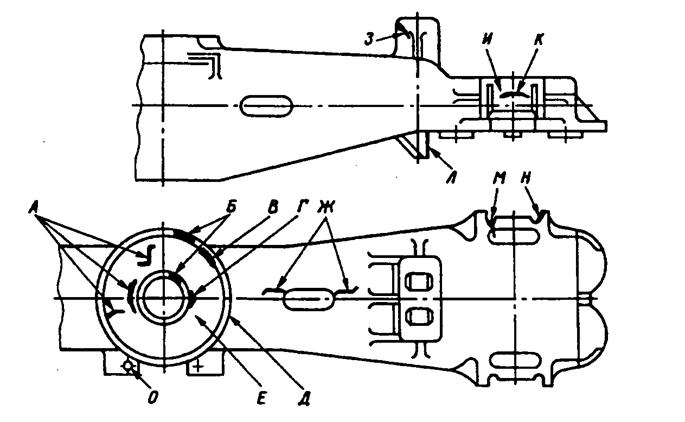 |
Рис. 12.1. Надрессорная балка
2) наплавить отколы Б наружного и внутреннего буртов подпятникового места, если длина отколовшейся части внутреннего бурта более половины периметра или бурт отсутствует, или отверстие под шкворень имеет износ более 2 мм на сторону, бурт восстановить путем вварки точеной втулки высотой над опорной поверхностью подпятника 5 мм;
3) наплавить изношенные места внутренней поверхности В наружного и наружной повер- хности Г внутреннего буртов подпятникового места, если толщина наружного бурта не менее 11мм, внутреннего не менее 7 мм;
4) наплавить поверхности Д наружного бурта;
5) восстановить выработки опорной поверхности Е подпятникового места износостойкой наплавкой, если толщина поверхности в месте износа не менее 18 мм с последующей станочной обработкой до чертежных размеров;
6) заварить продольные трещины Ж верхнего пояса, идущие от технологического отвер- стия, но не переходящие на наружный бурт подпятникового места при суммарной длине их не более 250 мм;
7) заварить трещины 3 боковых опор скользуна длиной до 100 мм. При трещинах длиной более 100 мм или при наличии деформации опоры опору срезать и заменить новой;
8) наплавить наклонные плоскости И надрессорных балок при износе более 2 мм на сторону при деповском ремонте, а при капитальном ремонте при любом отступлении от чертежных размеров, при этом толщина стенки должна быть не менее 7 мм. При этом следует производить износостойкую наплавку обеих плоскостей с обязательной проверкой симметричности балки. Наплавку выполнять в нижнем положении с последующей станочной обработкой до чертежных размеров;
9) заварить продольные трещины К наклонной плоскости, не выходящие на ограничи- тельные бурты;
10) наплавить упорные ребра Л, ограничивающие смещение пружины, при износе до 8 мм;
11) заварить трещины М в углах между ограничительными буртами и наклонной плоскос- тью, выходящие на поверхность овального углубления и не распространяющиеся на верхний пояс балки (при этом заварить все четыре углубления);
12) наплавить ограничительные бурты для фрикционного клина Н при их износе более 3 мм на сторону при деповском ремонте и при любом износе при капитальном ремонте и толщине оставшейся части бурта не менее 10 мм;
13) наплавить разработанные отверстия О кронштейна державки мертвой точки с последу- ющей рассверловкой их.
12.4. Поперечные трещины во внутренней колонке, расположенные ниже 250 мм от зоны внутренней поверхности нижнего пояса балки, независимо от их длины ремонту не подлежат. Внутреннюю поверхность балки осматривают через технологические окна верхнего и нижнего поясов.
 |
Рис. 12.2. Надрессорная балка тележки мод. 18-100
|
Обозначение Размера |
Размер рам и балок, мм |
||
|
По рабочим чертежам |
При деповском ремонте |
При капитальном ремонте |
|
|
А |
335+3-1 |
От 334 до 342*** |
от 334 до 338 |
|
Б |
636-8 / 636-8**** |
Не более 640,0 |
Не более 636,0 |
|
В |
160+1-2 |
155,0 |
От 155 до 161 |
|
Д |
2036,0 |
не изменяется |
не изменяется |
|
Е |
134+4 |
144,0 |
От 134 до 138 |
|
З |
175+4-1 |
не менее 166,0 |
От 174 до 176 |
|
И |
300+1,8 / (302+1,4)* |
не более 305,8 (307, 4)* |
не более 305,8 (307, 4)* |
|
К |
77-0,74 |
72,0 |
77-0,74 |
|
Л |
54+2-1 |
60,0 |
От 53 до 56 |
|
м* |
25+1-2 |
29,0 |
25+1-2 |
м1** |
30+1-2 |
34,0 |
30+1-2 |
Н |
- |
не более 2 мм |
Не допускается |
М – разность двух боковин не более 2 мм.
Разность размеров А, замеренных по обеим концам балки, должна быть не более 5 мм;
* - для балок изготовленных до 1986 г. (допускается округление до целого числа в сторону увеличения);
** - для балок изготовленных после 1986 г.
*** - для выпуска после 1989 г.
**** - выпуск с 1997 г.
13. РЕМОНТ ПОДПЯТНИКА.
13.1. Подготовка к ремонту подпятника заключается в:
- разделке трещин под сварку:
- подготовка изношенных поверхностей под наплавку.
13.2. Подготовка поверхностей под наплавку заключается в очистке поверхностей от заг-рязнений, продуктов коррозии и удаления наплывов металла, вызванных пластической дефор- мацией под нагрузкой. Очистка должна производится до металлического блеска. Наплывы должны сниматься шлифовальной машинкой или срубаться.
13.3. Подлежат браковке надрессорные балки, если толщина подпятникового места по опор ной поверхности менее 18 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.