83+2-1 мм после 1986 г. выпуска,
11. Высота опоры скользуна относительно плоскости опирания надрессорной балки на рессорный комплект измеряется шаблоном Т 914.11.00. и должна составлять
315 –6 мм.
Боковая рама
Входной контроль
Контроль размеров буксового проема.
1.Контроль ширины буксового проема производится шаблоном Т914.009.000.
Предельно допустимая ширина буксового проема, не требующая восстановления
334 < а < 342 мм.
2.Контроль канавкообразных опорных поверхностей буксового проема производится штангенциркулем ШЦ 125-0,1 с применением параллели 5х20х150.
Предельно допустимая выработка не более 2 мм.
3.Контроль ширины направляющих буксового проема производится шаблоном Т914.009.000
Предельно допустимая ширина, не требующая восстановления
155< в < 161 мм.
4.Контроль базового размера производится штангеном Т914.01.000.
Предельно допустимые размеры, не требующие восстановления
2180 < М < 2200 мм.
5.Контроль разности размеров от плоскости установки фрикционной планки до наружной поверхности буксового проема производится штангеном Н Т914.03.000.
Предельно допустимая разность размеров Н1 – Н2 не должна превышать 3 мм.
Выходной контроль.
1.Контроль качества сварных швов согласно п.1.26.1. ''Инструкции по сварке и наплавке при ремонте грузовых вагонов'' ЦВ 201-98.
2.Контроль ширины буксового проема. Шаблон Т914.004.
Предельно допустимый размер
А= 335+3-1 мм.
3.Контроль ширины направляющих производится шаблоном Т914.009.000
Предельно допустимый размер
В=160+1-2 мм
4.Контроль базового размера. Штанген Т914.01.000.
Предельно допустимый размер М=2185+7-5 мм
Измеряется на высоте 60 мм от низа челюстей, по наружным поверхностям челюстей буксо- вых проемов.
5.Контроль разности размеров от поверхности установки фрикционных планок до на- ружной поверхности буксового проема. Штанген Н Т914.03.000.
Н1-Н2 разность размеров не должна превышать 3 мм
6.Контроль отверстия валика подвески. Штангенциркуль ШЦ 125-0.1. Предельно допустимые размеры
Ø 32+0.62 мм Ø 45+0,62 мм
11. РЕМОНТ БОКОВЫХ РАМ.
11.1. Ремонту подлежат боковые рамы, срок эксплуатации которых не превышает 30 лет.
11.2. Боковые рамы, прошедшие наплавку опорных поверхностей буксового проема по технологиям ТИ-05-02-99 БР и ТИ-05-01/БР, исключать из эксплуатации.
11.3. Боковые рамы производства Уралвагонзавода (клеймо 5), изготовленные в 1996 году с номера 15341 по номер 15350, изъять из эксплуатации. О каждой изъятой боковой раме докладывать телеграфом в ЦВ и по телефону 20-40-40 (тел. ук. № 88А от 31.10.02 г).
11.4. Боковые рамы производства Польши (клеймо 6), Румынии (клейма «23», «F», «V», «IOB», «KVG», «INETAT»), изготовленные до 1987 года запрещается восстанавливать наплавкой (тел. ук. № 55 от 01.11.01 г).
11.5. Наличие трещин в боковых рамах не допускается, помимо следующих трещин, под-лежащих устранению в соответствии с «Инструкцией по сварке и наплавке при ремонте гру -зовых вагонов» ЦВ-201-98:
1) заварка трещин А (рис. 11.1), наплавка направляющего буртика для фрикционного клина или приварка новых буртиков вместо отбитых;
2) заварка трещин Г, если длина их составляет не более 32 мм;
3 заварка продольных трещин Д в стенках прилива для валика подвески башмака;
Рис. 11.1. Боковая рама тележки модели 18-100
11.6. Откол ушков в местах крепления фрикционных планок (рисунок 11.1, дефект Е) разрешается ремонтировать приваркой нового ушка.
11.7. Не допускается ремонт боковой рамы, у которой в буксовом проёме опорная поверх- ность имеет местный, канавкообразный износ более 2 мм в тело рамы (максимальная ширина канавки более 20 мм, максимальная длина – ширина опорной поверхности), кроме указанного в пункте 11.8.
11.8. По указанию ОАО ''РЖД'' допускается ремонт опорных поверхностей в буксовых проёмах боковых рам с износом до 4 мм в тело рамы с применением композиционного мате-риала КМВН, разработанного ИЦ ''Сплав'', по ''Технологии восстановления и упрочнения опорной поверхности буксового проёма боковой рамы тележки модели 18-100''
11.9. Износ вертикальных направляющих плоскостей в буксовом проёме (упорные поверх- ности):
- при капитальном ремонте не допускается;
- при деповском ремонте вагонов не более 4 мм на сторону (оставлять без ремонта). При износе от 4 до 8 мм на сторону, поверхность плоскостей восстанавливается износостойкой наплавкой с обеспечением твёрдости 240 – 300 НВ с последующей станочной обработкой до чертёжных размеров. При износе более 8 мм боковая рама бракуется.
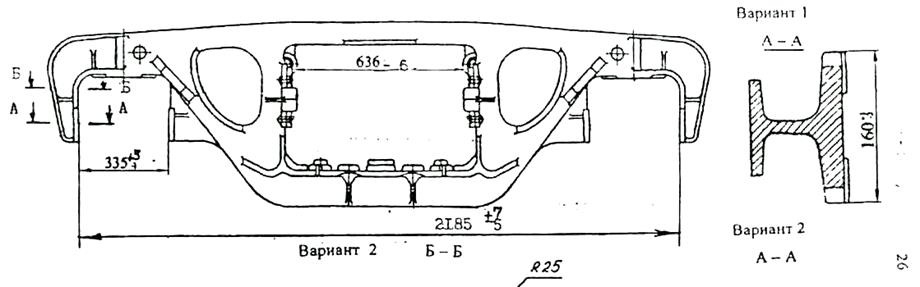
После деповского и капитального ремонтов контролируемые размеры должны соответ- ствовать указанным в рис 11.2.
Разность размеров H1 и Н2 не более 3 мм
хх Контроль базового размера производить в точках Б на расстоянии 60мм
Размеры боковин рам грузовых тележек мод.18-100 при выпуске их из деповского ремонта
Разность размеров H1 и Н2 не более 3 мм
хх Контроль базового размера производить в точках Б на расстоянии 60мм
Рис. 11.2. Размеры боковин рам грузовых тележек мод.18-100 при выпуске их из
капитального ремонта
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.