Рис. 11.3. Размеры боковин рам грузовых тележек мод.18-100 при изготовлении.
11.10. Втулки кронштейнов боковых рам тележек, у которых отверстия для валиков подвески триангеля разработаны более чем на 1 мм при деповском ремонте, а при капитальном ремонте независимо от износа, заменяют. При установке новых волокнитовых втулок осуществлять их подбор по трём типоразмерам (диаметром 45, 46, 47 мм) с зазором не более 1 мм. При разработке отверстия в кронштейне более 48 мм его рассверливают до диаметра 50 мм для постановки промежуточной металлической втулки, которую обваривают с торца по периметру.
11.11. Фрикционные планки устанавливаются только составные. Неподвижная планка толщиной 10 мм приклепывается к боковой раме тележки). Подготовленную неподвижную фрикционную планку закрепить заклепками в соответствии с рис. 11.4. Проверить качество постановки заклепок. Ослабление, подварка не допускаются. Выход заклепок на поверхность планки фрикционной не допускаются.
11.12. Перед установкой необходимо обеспечить равномерный нагрев всей заклепки до температуры 1050 – 1100 С°.
11.13. Нагретую заклепку необходимо ввести в отверстие и сжать с усилием 30 – 50 тс, вы- саживая замыкающую полукруглую головку и раздавая стержень заклепки до полного сопри- косновения со стенками отверстия.
11.14. Для высаживания замыкающей полукруглой головки использовать обжимку, обес- печивающую размеры головки: высота головки – 12 мм,
диаметр головки – 30 мм, радиус головки – 15,4 мм.
Для опоры на потайную головку заклепки использовать обжимку для потайных головок.
11.15. Для компенсации уменьшения диаметра стержня заклепки при остывании необходи- мо обеспечить выдержку действия сжимающей силы не менее 7 сек.
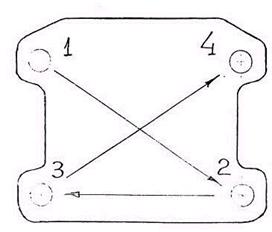
11.16. Установку заклепок проводить в порядке, показанном на схеме:
11.17. Контактная фрикционная планка толщиной 6 мм (рис. 11.6), свободно размещается между неподвижной планкой и вертикальной поверхностью фрикционного клина тележки.
11.18. Перед постановкой фрикционной планки места постановки проверить, зачистить от шлака металлической щеткой. Проверить штангенциркулем 4 отверстия диаметром 21 +0,84. При необходимости отверстия рассверлить.
11.19. Для крепления фрикционных планок к боковой раме необходимо использовать заклепки с потайной головкой по ГОСТ 10300-80.
Диаметр стержня заклепки – 20 мм. Длина заклепки для крепления фрикционных планок толщиной 10 мм – 58 мм.
Для крепления фрикционных планок рекомендуется использовать заклепки, изготовленные из стали 30, З0Х или 30 ХГСА.
11.20. Износостойкие элементы должны иметь сертификаты предприятия-изготовителя.
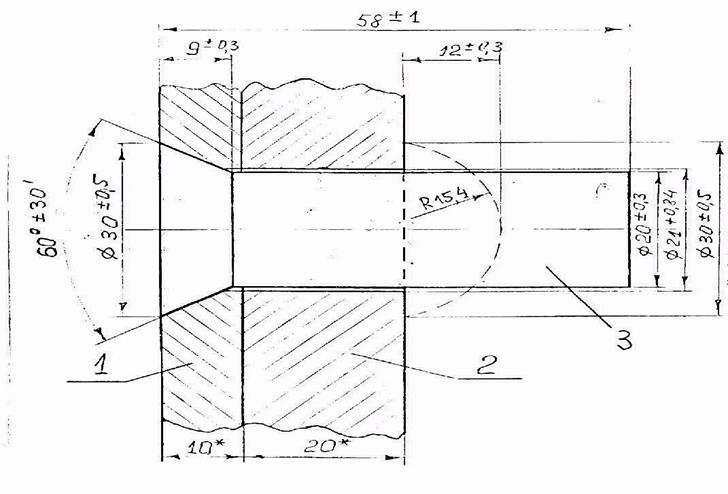
Рис. 11.4. Заклепочное соединение фрикционной планки толщиной 10 мм с боковой рамой:
1 – фрикционная планка; 2 – боковая рама;
3 – заклепка с потайной головкой d = 20 мм, L=58 мм по ГОСТ 10300-80.
11.22. Фрикционные клинья устанавливают чугунные по черт. М 1698.00.002. Разрешается установка клиньев с суммарным износом наклонной и вертикальной плоскостей клина до 3 мм или до 2 мм одной из сторон при деповском ремонте; при капитальном ремонте клинья устанавливают новые.
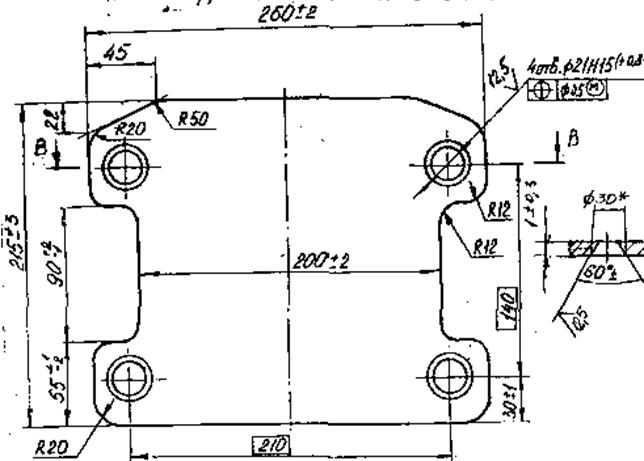
Рисунок 11.5.
Неподвижная фрикционная планка толщиной 10 мм черт. М 1698.02.001.
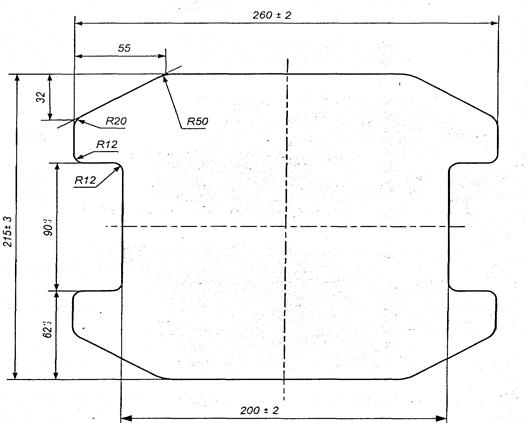
Рисунок 11.6. Сменная фрикционная планка толщиной 6 мм черт. М 1698.02.004.
11.23. При установке планок в вертикальной плоскости они должны быть непараллельны, расстояние между планками к низу должно увеличиваться на 4 – 10 мм. Непараллельность в горизонтальном положении допускается не более 3 мм.
11.24. До постановки фрикционных планок измеряют расстояние между стенками проема боковины и наружными челюстями буксовых проемов (размер Н, рис. 11.7). Разница между ними не должна превышать 3 мм. При большей разнице буксовые челюсти подвергаются наплавке с последующей механической обработкой до чертежных размеров, при условии, что ширина буксового проема 334 – 342 мм при деповском ремонте и 334 – 338 мм при капитальном.
 |
Рис. 11.7. Боковая рама тележки мод. 18-100
11.25. Ослабшие заклепки фрикционных планок запрещается заваривать, подтягивать и подчеканивать. Ослабшие заклёпки срезаются и ставятся новые. Выступающие за рабочую поверхность фрикционной планки головки заклепок должны быть зачищены до основного металла.
11.26. База боковой рамы тележки измеряется на расстоянии 60 мм (11.7). Разница в базах боковых рам одной тележки допускается не более 2 мм. Фактически измеренные величины баз по каждой боковой раме записывать в журнал формы ВУ-32.
11.27. Расстояние между фрикционными планками поверху, (рис. 11.7, размер б):
при выпуске из деповского ремонта должно быть:
- с составными планками (10 и 6 мм), имеющими допускаемый износ – не более 640 мм.
- при выпуске из капитального ремонта не более 636 мм.
11.28. При обнаружении признаков производства сварочных работ на опорной поверхности буксового проёма и радиусе перехода R55 мм боковые рамы изымать из эксплуатации. Информацию о таких случаях передавать в ЦВ, ЦДРВ и ДРВ (телеграмма ОАО ''РЖД'' № ВГ-3233 от 10.04.2006 г.).
При поступлении в депо тележек грузовых вагонов установить жёсткий контроль за качеством литых деталей.
При поступлении новых боковых рам тележек запретить исправление дефектов сваркой в зоне опорной поверхности буксового проёма и радиусе перехода R55 (телеграмма из Горького УПР № 2034 от 20.06.2006 г.).
При поступлении в депо новых литых деталей тележек грузовых вагонов, для выявления трещин обеспечить 100% входной неразрушающий контроль с обязательной зачисткой наружного и внутреннего углов буксового проёма (телеграмма из Горького УПР № 1523 от 17.07.2006 г.).
12. РЕМОНТ НАДРЕССОРНЫХ БАЛОК.
12.1.Ремонту подлежат надрессорные балки, срок эксплуатации которых не превышает 30 лет.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.