Напряжение U2 термопары или напряжение датчика U1 скорости резания подается на вход измерительного блока системы, которым является электронный автоматический потенциометр 6 (КСП-3). В корпусе потенциометра имеется встроенное электроконтактное трехпозиционное регулирующее устройство с настраиваемой величиной зоны нечувствительности. Средний контакт устройства кинематически связан со стрелочным указателем потенциометра.
Положение всей контактной группы по шкале прибора зависит от настройки регулятора ручкой «задание». Усиленный усилителем мощности электронного потенциометра сигнал ^ от того или иного датчика сравнивается с сигналом настройки электроконтактного регулятора 7 режима резания. Посредством исполнительного электрического однобортного механизма о (МЭК-ЮК) и регулирующего органа 9 — плоского кулачка с профилем по архимедовой спирали регулятор 7 воздействует на производительность насоса гидропривода 10. При этом изменяющееся число оборотов шпинделя станка приводит к изменению напряжения U1 или U2 и к уменьшению рассогласования между сигналами датчика и регулятора. Датчики режима резания образуют в системе главные отрицательные обратные связи. Разработка системы управления режимами резания потребовала оснащения станка бесступенчато-регулируемым приводом главного движения достаточно высокой мощности с необходимыми динамическими параметрами.
Установлено, что этим требованиям отвечает объемный гидропривод с регулируемым насосом. Были применены самовсасывающий аксиально-поршневой насос и гидромотор с диаметрами поршней 20 мм. Мощность гидропривода составляет 20 кВт и является достаточной для получистовой и чистовой обработки крупногабаритных дисков компрессоров и турбин.
Настройка станка на заданный режим по температуре или по скорости резания одинакова. Для этого переключатель рода работы устанавливается в одно из двух положений в соответствии с выбранным вариантом обработки. На задатчике регулятора режима резания устанавливается величина сигнала настройки, отвечающая выбранному оптимальному режиму обработки. Управляя вручную числом оборотов шпинделя, скорость резания или температуру доводят до значений, установленных на регуляторе. При этом ведется наблюдение за движением стрелочного указателя электронного потенциометра, снабженного соответствующими шкалами. По достижении совпадения осуществляется переключение с ручного управления на автоматическое. После окончания обработки система переключается на ручное управление и переводится в исходное состояние. Для сокращения времени нахождения системы на ручном управлении предусмотрены быстрые перемещения регулирующего органа и автоматическое торможение массивной планшайбы станка.
Температура резания отражает процесс сложного взаимодействия различных физических и технологических факторов. В качестве возмущающих воздействий, отклоняющих температуру резания от выбранного оптимального значения, выступает текущий износ режущего инструмента, колебание припуска, колебание твердости обрабатываемого материала и др. Кроме того, торцовая обработка дисков сопровождается непрерывным изменением диаметра обработки, что также через скорость резания влияет на температуру.
Характер изменения термоэлектродвижущей силы естественной термопары в зависимости от фаски износа инструмента представлен на рис. 57. По мере нарастания износа по задней поверхности термоэлектродвижущая сила (температура резания) увеличивается. Поэтому в условиях работы с постоянной температурой резания (ПТР) по мере нарастания износа скорость резания должна соответственно снижаться, что подтверждается результатами опытов, представленными на рис. 58.
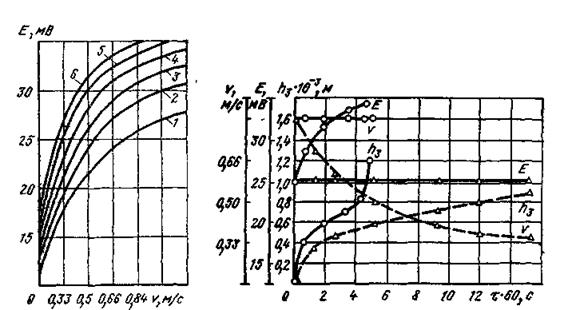 |
Рис. 57. Зависимость термоэлектродвижущей силы Е от скорости реза при различных величинах износа инструмента по задней поверхности.
ХН73МБТЮ— ВК6М:
1-![]() ∆=0; 2- ∆=0.3*10-3м; 3-
∆=0.5*10-3м; 4- ∆=0.65*10-3м; 5-∆=1*10-3м;6-∆=1.2*10-3м
∆=0; 2- ∆=0.3*10-3м; 3-
∆=0.5*10-3м; 4- ∆=0.65*10-3м; 5-∆=1*10-3м;6-∆=1.2*10-3м
Рис 58. Зависимости скорости резания v, термоэлектродвижущей силы Е, величины износа hз от времени резания т, полученные при разных режимах резания ХН73МБТЮ — BR6M:
-○-○-○— резание с постоянной скоростью;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.