Величина АВ связана также с радиальным износом:
![]()
Приравнивая выражения для АВ, получим
 (229)
(229)
Таким образом, теоретическая взаимосвязь между hз и hз определяется углами резца α, γ, φ и φ1 Формула (229) справедлива для резцов с радиусом при вершине, равным r=0;
ТЕОРЕТИЧЕСКОЕ ОПРЕДЕЛЕНИЕ ВЫСОТЫ НЕРОВНОСТЕЙ В УСЛОВИЯХ ОПТИМАЛЬНОГО РЕЗАНИЯ
Теоретическое определение высоты неровностей необходимо для решения задачи об ограничении выбора подачи «сходя из заданной операционным эскизом технологического процесса шероховатости обработанной поверхности. Экспериментально доказано [13, 29], что на величину высоты неровностей Rz и , среднее арифметическое отклонение профиля Ra влияют не только геометрия инструмента (φ, φ1, r и т.д.) и режимы резания (v, s, t), но и пластические деформации металла в поверхностном слое летали. Поэтому очень часто фактическая высота неровностей Rz превышает их расчетные значения, определяемые из чисто геометрических соображений. Однако опыты показывают [51], что при обработке большого количества цветных сплавов, легированных и нержавеющих сталей, а также жаропрочных и титановых сплавов в условиях резания с оптимальными температурами пластические деформации вызывают незначительное изменение высоты неровностей Rz
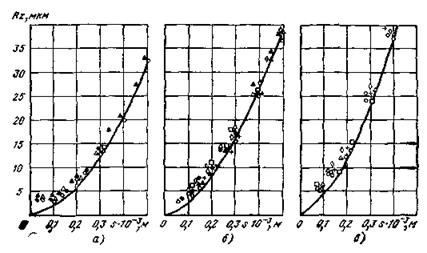
Рис. 40. Сопоставление расчетных значений Кг
(сплошная линия) со значениями, полученными экспериментальным путем с использованием оптимальных режимов резания (опытные данные получены В. А. Козловым и др. под руководством В. Ф. Безъязычного) (рис. 40). Поэтому для условий оптимального резания открывается возможность приближенного расчета подач, исходя из требуемой шероховатости, по известным теоретическим формулам следующего вида:
для точения резцами с r=0, а также для сверления, зенкерования, развертывания и торцового фрезерования
для точения резцами с r≠0 и цилиндрического фрезерования с r=R (R - радиус фрезы)
Решая относительно подачи s, получим;
![]() (230)
(230)
 (231)
(231)
Заметим, что при обработке, многолезвийным инструментом, ; как и при обработке резцом, определяется расчетом оборотная i подача s, так как в большинстве случаев технические условия , на изготовление новых инструментов допускают биение зубьев, превышающее. Следовательно, приближенно можно принять I положение о том, что шероховатость обрабатываемой поверхности преимущественно формируется одним наиболее выступающим зубом. Формулы (230) и (231) включают в себя высоту i неровностей по ГОСТ 2789—73. Если в операционной карте технологического процесса требуемая шероховатость указана в виде среднего арифметического отклонения профиля Ra, то можно пользоваться приближенным выражением [51]
![]() (232)
(232)
Формула (231) может 'быть представлена в
следующем известном приближенном виде: ![]() Если в
эту формулу подставить значение подачи s, найденное из теоретического уравнения (192), то высота неровностей
Rz окажется связанной функционально с
большим количеством технологических и физических параметров:
Если в
эту формулу подставить значение подачи s, найденное из теоретического уравнения (192), то высота неровностей
Rz окажется связанной функционально с
большим количеством технологических и физических параметров:
 (233)
(233)
Формула (233) показывает, что высота неровностей зависит не только от параметров, известных до опыта (Pe, F, D, E, r, α, t, cp), но и отношения параметров процесса резания Rz/θ. Для оптимальных условий резания в формулу (233) необходимо подставлять значение Pzmin, определяемое выражением (201), θ0 и υ0 в критерий Ре. Подобного рода формулы приведены и подробно проанализированы в работе [4].
ТЕОРЕТИЧЕСКАЯ ВЗАИМОСВЯЗЬ ОСТАТОЧНЫХ НАПРЯЖЕНИИ С РЕЖИМАМИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Перед специалистами в области технологии машиностроения стоят большие задачи не только по дальнейшему увеличению производительности труда, получению деталей заданной геометрической формы и точности ее размеров, снижению себестоимости обработки, но и приданию деталям благоприятных эксплуатационных свойств по надежности и долговечности.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.