Взаимосвязь угла сдвига
с режимами и температурой резания может быть установлена из формулы (147).
Подставляя приведенные выше приближенные выражения для функции  в формулу (147) и решая относительно В, получим:
в формулу (147) и решая относительно В, получим:
при ![]()
 (168)
(168)
при ![]()
 (169)
(169)
при ![]()
 (170)
(170)
Анализ формул приводит
к выводу, что влияние температуры резания ![]() должно
рассматриваться во взаимосвязи с влиянием режимов резания v, a1 и b1, т. е. с
учетом безразмерных комплексов Ре, Е и D, в которые
входят эти режимы обработки. Рациональным режимам резания соответствуют формулы
(169) и (170), которые мало отличаются между собой и дают практически
одинаковые результаты.
должно
рассматриваться во взаимосвязи с влиянием режимов резания v, a1 и b1, т. е. с
учетом безразмерных комплексов Ре, Е и D, в которые
входят эти режимы обработки. Рациональным режимам резания соответствуют формулы
(169) и (170), которые мало отличаются между собой и дают практически
одинаковые результаты.
ГЛАВА II
ТЕОРЕТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ РЕЗАНИЕМ
Расчетное определение обрабатываемости материалов резанием связано прежде всего с установлением теоретической зависимости скорости резания (производственная характеристика обрабатываемости) от различных технологических факторов физико-механических свойств материалов инструмента и детали. Эта зависимость должна помогать осуществлять выбор рациональных режимов резания в каждом конкретном производственном случае с учетом требуемых показателей стойкости инструмента, производительности обработки, точности и качества пoверхностного слоя.
Теоретическая зависимость для скорости резания (уравнение обрабатываемости) может быть получена из уравнения баланса механической и тепловой энергий, развивающихся при осуществлении процессов резания. Поэтому ниже рассматриваются вопросы, связанные с определением на основе ранее выполненных исследований [40] отдельных составляющих уравнения баланса энергий.
ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ТЕПЛОТЫ, УХОДЯЩЕЙ В СТРУЖКУ
Теплота стружки определяется суммой двух слагаемых:
Qc=Qc.д+Qc.т (171)
Где Qc.д—теплота первичных пластических деформаций, перешедшая из плоскости сдвига АВ в стружку, Дж/с; Qc.т—теплота трения, перешедшая в стружку с передней контактной площадки инструмента, Дж/с.
Для тепловых потоков Qc.д и Qc.т. получены выражения
![]() (172)
(172)
где 
 (173)
(173)
где 
Подставляя выражения (172) и (173) в равенство (171), получаем общее уравнение для Qc в виде

(174) С учетом формулы (56) имеем

(175)
Уравнение (175) показывает, что количество тепла, уходящего из зоны резания со стружкой, возрастает с увеличением прочности обрабатываемого материала τр сечения среза a1b1, скорости резания v и уменьшается при снижении усадки стружки (увеличении В). Заметим, что с учетом формул (18) и (19) все величины, входящие в выражение (175), известны до опыта, и это позволяет определять Qc теоретическим путем. Из уравнения (175) специальным анализом получено также упрощенное выражение для Qc включающее в себя температуру резания 6:
![]() (176)
(176)
ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ТЕПЛОТЫ, УХОДЯЩЕЙ В ДЕТАЛЬ
Теплота детали определяется суммой двух слагаемых;
Qд=Qд.д+Qд.т (177)
где Q Д,Д —теплота первичных пластических деформаций, перешедшая Qд.д из плоскости сдвига АВ в деталь, Дж/с; Qд.т—теплота трения и пластических деформаций, перешедшая в деталь с задней контактной площадки инструмента, Дж/с.
Для тепловых потоков Qд.д и Qд.т получены выражения:
 (178)
(178)
где 
(179)
Подставляя выражения (178) и (179) в равенство (177) получим общее уравнение для Qд в виде
(180)
С учетом формулы (56) имеем
(181)
Уравнение (181) показывает, что количество
теплоты, уходящей из зоны резания в деталь, также возрастает с увеличением
параметров τ, a1, b1, и v но влияние v на Qд меньше, чем на Qc
так как критерий  входит также в знаменатель первого слагаемого скобки со
степенью 0,5. На величину Qд оказывают также влияние критерии М и Е,
характеризующие геометрию зоны резания и режущей кромки инструмента.
входит также в знаменатель первого слагаемого скобки со
степенью 0,5. На величину Qд оказывают также влияние критерии М и Е,
характеризующие геометрию зоны резания и режущей кромки инструмента.
Приближенная формула для полученная из уравнения (181), имеет вид Qд
(182)
Уравнение для Qд включающее в себя температуру резания; θ имеет вид [41]
 (183)
(183)
где m=0,825; n=0,35; Pe<=10;
m=1,10; n=0,35; 10<=Pe<=50;
m=0,52; n=0,425; Pe>=50;
ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ТЕПЛОТЫ, УХОДЯЩЕЙ В РЕЗЕЦ
Теплота резца определяется суммой двух слагаемых:
Qp=Qp.п+Qр.з(184)
где Qp.п—теплота, поступающая в резец через контактную площадку АС=l его передней поверхности, Дж/с; Qр.з —теплота, поступающая в резец через контактную площадку его задней поверхности, Дж/с.
Для тепловых потоков Qp.п и Qр.з получены на основе использования теории действительных (сплошные линии) и фиктивных (штриховые линии) неподвижных источников тепла (рис. 21) следующие выражения:
(185)
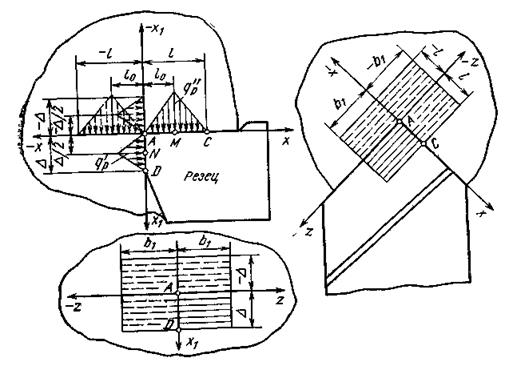
Рис 21. Схема к расчету количества теплоты, уходящей в резец
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.