– свободную ковку.
6.1 Экономическое обоснование метода получения заготовки
С целью выбора оптимального способа получения заготовки производим сравнение этих трех методов.
6.1.1 Определяем себестоимость заготовки полученной из сортового проката (круглый)
Круглый горячекатаный повышенной нормальной точности ГОСТ 2590-71.
Себестоимость заготовки из проката определяем по формуле
![]() , (5.1)
, (5.1)
где М – затраты на материал заготовки, грн. [4, с. 30]
![]() – механическая себестоимость
операции.
– механическая себестоимость
операции.
Технологическая себестоимость резки заготовки:
 , (5.2)
, (5.2)
где ![]() – приведенные затраты на рабочем
месте,
– приведенные затраты на рабочем
месте, ![]() =121 коп/час.
=121 коп/час.
![]() –
штучно-калькуляционное время выполнения заготовительной операции [4, с. 147].
–
штучно-калькуляционное время выполнения заготовительной операции [4, с. 147].
![]() мм
мм
 коп/час
коп/час
Затраты на материал
 , (5.3)
, (5.3)
где Q – масса заготовки, Q = 132,3 кг.
S – цена 1 кг материала заготовки, S= 0,14 грн. [4, с. 32]
q– масса готовой детали, q = 26 кг.
![]() – цена 1 т
отходов,
– цена 1 т
отходов, ![]() = 23 грн. [4, с. 32]
= 23 грн. [4, с. 32]
 грн.
грн.
Полученные результаты подставляем в формулу 5.1
![]() грн.
грн.
6.1.2 Себестоимость заготовки, полученной из толстостенных труб
Трубы толстостенные стальные бесшовные горячекатаные ГОСТ 8732-78.
Расчет ведем по выше перечисленным формулам:
![]() , (5.4)
, (5.4)
где D – внешний диаметр трубы, D = 194 мм
d – внутренний диаметр трубы, d = 104 мм
![]() –
коэффициент,
–
коэффициент, ![]() = 2,14 [4, с.147]
= 2,14 [4, с.147]
![]() мин
мин
По формуле 5.2 определяем себестоимость резки заготовки
 коп/час
коп/час
По формуле 5.3 определяем затраты на материал.
где Q – вес заготовки, Q = 95 кг
 кг
кг
 грн
грн
По формуле 5.1 определяем себестоимость заготовки.
![]() грн
грн
6.1.3 Себестоимость заготовки, полученной свободной ковкой, определяем по формуле
 , (5.5)
, (5.5)
где Q – вес заготовки, Q = 84,6 кг
 кг
кг
S – оптовая цена на заготовку.
![]() , [6, табл. 2, с. 420]
, [6, табл. 2, с. 420]
где ![]() 428,7
428,7
![]() 27,63 [6,
табл. 5, с. 420]
27,63 [6,
табл. 5, с. 420]
![]() грн/м = 0,306
грн/кг
грн/м = 0,306
грн/кг
 грн
грн
Просчитав три варианта получения заготовки
![]() = 16,40 грн
= 16,40 грн
![]() = 11,79 грн
= 11,79 грн
![]() = 24,54 грн
= 24,54 грн
![]()
Так как самая дешевая заготовка (![]() = 11,79 грн), то будем получать
методом проката из толстостенных труб.
= 11,79 грн), то будем получать
методом проката из толстостенных труб.
Определяем экономический эффект.
![]() , (5.6)
, (5.6)
где N = 200 шт – количество изготовляемых заготовок.
![]() грн
грн
Выбранный способ получения заготовок значительно уменьшает механическую обработку.
Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78.
– Наружный диаметр, D = Ø194±0,97
– Толщина стенки, t = 45±1,88
– Масса 1 м трубы, m = 165,30 кг
Условное обозначение толстостенной трубы.
Труба
Заготовка (толстостенная труба) гостирована и допуски определяются заводом изготовителем труб.
7 Выбор оптимального варианта технологического маршрута.
7.1 Выбор и обоснование схемы базирования и закрепления
При выборе схем базирования и закрепления необходимо руководствоваться рекомендациями из [7, с.11]
Рассмотрим возможные схемы базирования и закрепления при обработке заготовки на токарной операции 020 (Обтачивание по всем поверхностям с припуском 2÷3 мм).
Наиболее эффективные способы закрепления заготовки на операции – закрепление в патроне и поджатием задней бабкой.
 ,
,
где
![]() – погрешность базирования (при упоре
в торец
– погрешность базирования (при упоре
в торец ![]() = 0);
= 0);
![]() –
погрешность закрепления заготовки в трехкулачковом самоцентрирующемся патроне (
–
погрешность закрепления заготовки в трехкулачковом самоцентрирующемся патроне (![]() = 0 мкм).
= 0 мкм).
![]()
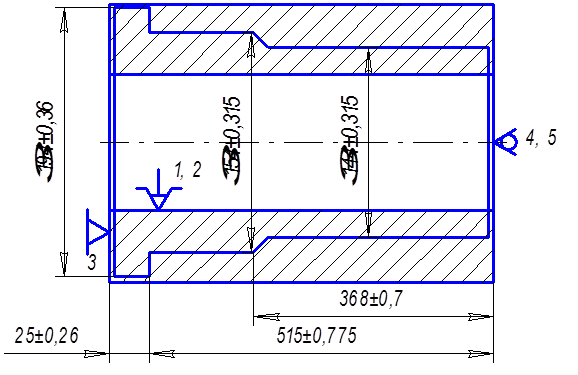
Рисунок 7.1 – Эскиз закрепления заготовки в патроне и вращающемся центре
– закрепление в грибковых центрах
,
где
![]() – погрешность базирования,
– погрешность базирования, ![]() = 0;
= 0;
![]() –
погрешность закрепления,
–
погрешность закрепления, ![]() = 0.
= 0.
![]()
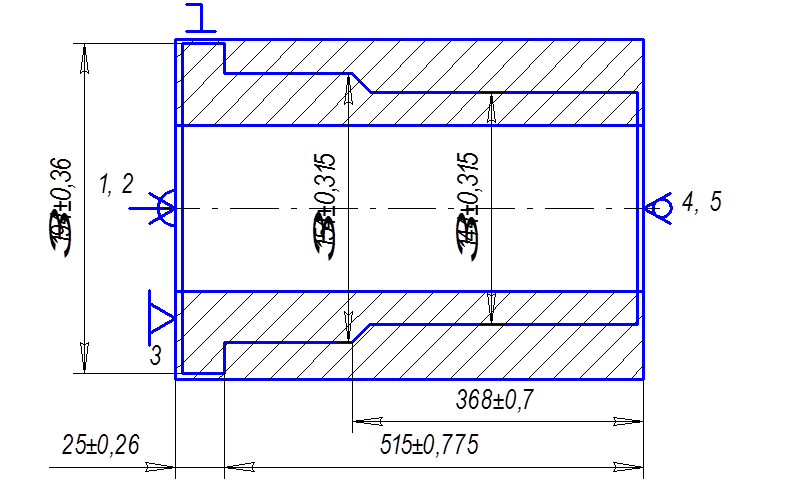
Рисунок 7.2 – Эскиз закрепления заготовки в грибковых центрах
Проанализировав два разных способа закрепления можно утверждать, что более точный и надежный способ закрепления это закрепление в трехкулачковом самоцентрирующемся патроне. Потому что нецелесообразно делать черновую обработку в грибковых центрах и передавать крутящий момент через хомутик.
Рассмотри возможные варианты базирования и закрепления заготовки на вертикально фрезерной операции 035 (фрезерование пазов 20×10 и 14×48).
Наиболее эффективный способ закрепления заготовки на этой операции – закрепление заготовки в центрах.
Учитывая нагрузку, которая фреза создает в радиальном направлении, можно утверждать, что будет погрешность высоты паза (7,5) и размер не будет выдержан. Потому что сами центра недостаточно жесткие и не рассчитаны на большую радиальную нагрузку. И погрешность на размер (487±0,775)
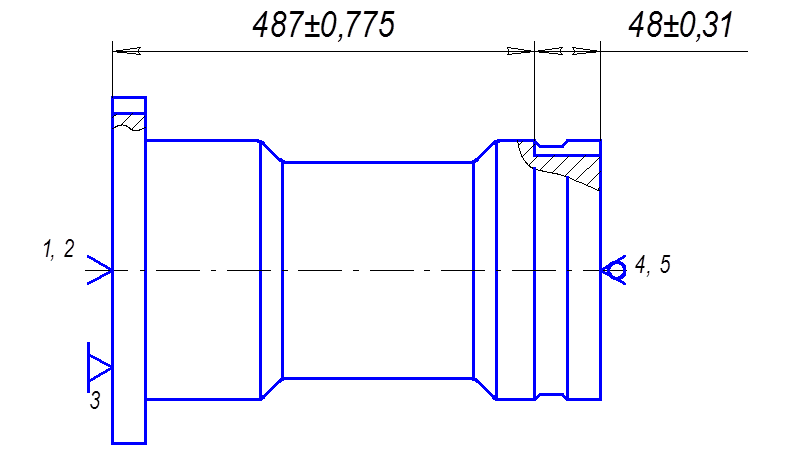
Рисунок 7.3 – Эскиз закрепления заготовки в грибковых центрах
– Закрепление заготовки в призме
В таком случае хорошо открывается торец, что дает обрабатывать деталь не только на вертикально-фрезерном, но и на горизонтально-фрезерном станке. Погрешность получения размера сводится к нулю (допуску на диаметральный размер М140×2-6g после нарезания резьбы).
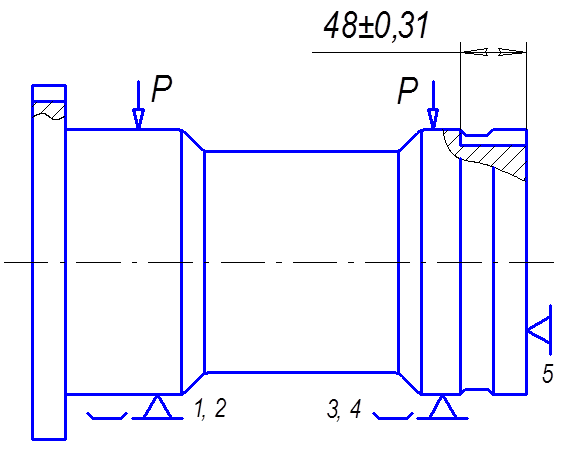
Рисунок 7.4 – Эскиз закрепления заготовки в призмах
С этих двух схем закрепления выгодней использовать закрепления в призмах.
Что является наиболее точным и дешевым способом по сравнению с закреплением в центрах.
Выбор и обоснование схемы базирования и закрепления.
Рассмотрим возможные варианты базирования и закрепления на вертикально-сверлильной операции 040 (сверление двух отверстий под резьбу М12-7Н) наиболее эффективные способы базирования на этой операции:
– Закрепление заготовки в призмах
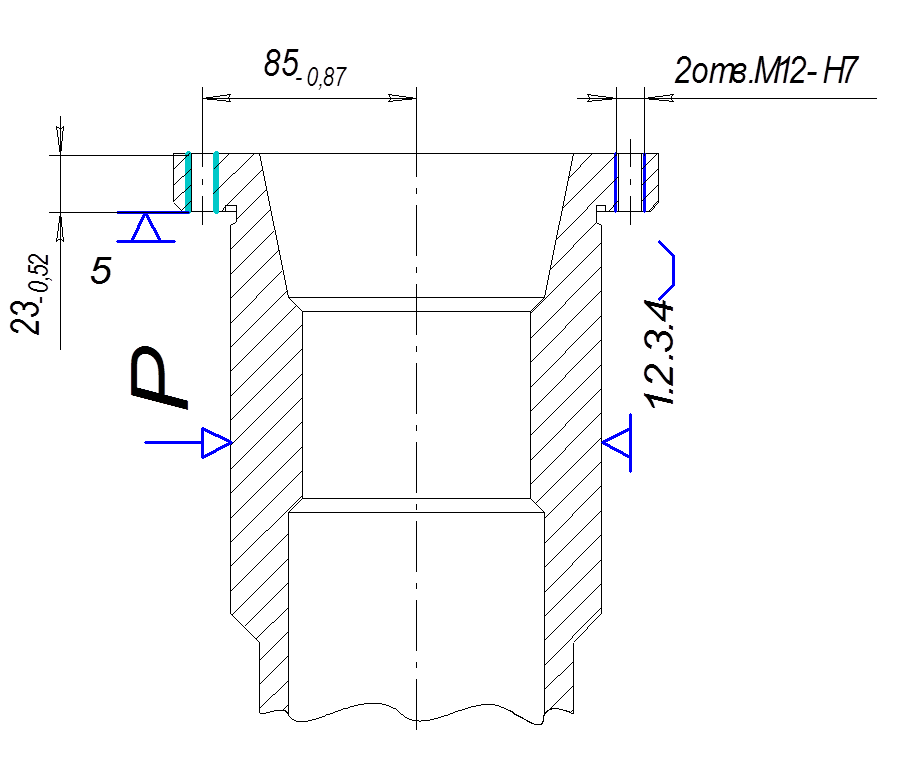
Рисунок 7.5 – Эскиз закрепления заготовки в призмах.
Рассчитываем погрешность базирования. В призмах при обработке отверстий по кондуктору [ .стр.137].
– Закрепление заготовки в специальном приспособлении по внутреннему отверстию.
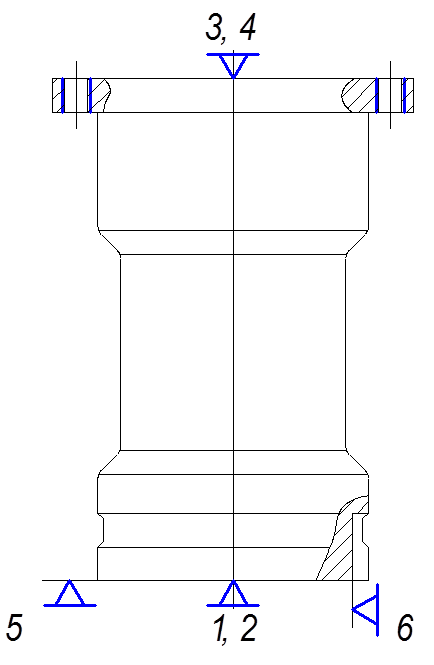
Рисунок 7.6 – Эскиз закрепления в специальном приспособлении по внутреннему отверстию.
Рассчитываем погрешность базирования.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.