Все поверхности легко доступны для обработки режущим инструментом как внутренние, так и наружные, и могут быть выполнены с заданной точностью. Поэтому не требует применения специального инструмента, что снижает себестоимость изделия.
Деталь имеет ряд нетехнологических элементов.
1 Два отверстия с резьбой, выполненные для удобства транспортировки детали, сделаны глухими на глубину (17 мм) при толщине торца (22 мм).
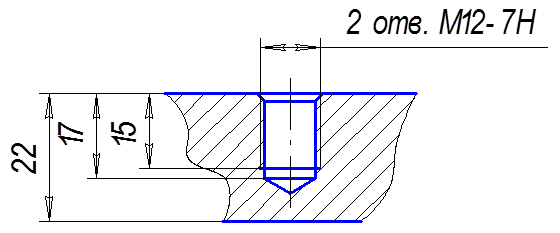
Рисунок 4.1 – Эскиз элемента детали
Выдерживать размер причиняет некоторые неудобства. Поэтому можно данный элемент детали выполнить следующим образом. Рисунок 4.2.
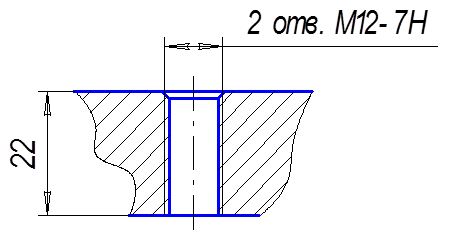
Рисунок 4.2 – Эскиз предлагаемого элемента детали.
2 Паз между посадочным местом радиально-упорного подшипника Æ150js6 и торцом детали. Является нетехнологичным, так как затруднительно его получение. Или для этого нужно будет использовать специальный инструмент, что экономически невыгодно. Рисунок 4.3.
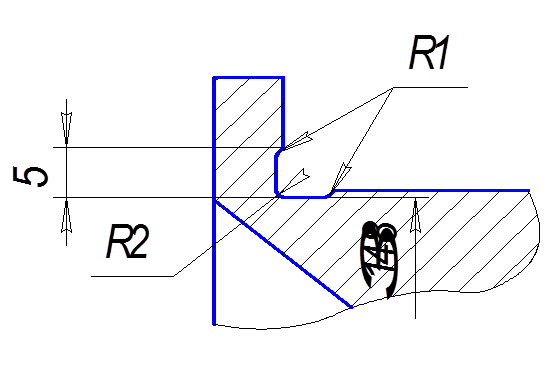
Рисунок 4.3 – Эскиз элемента детали.
Деталь можно выполнить без паза, что удешевляет себестоимость детали и делает втулку более технологичной.
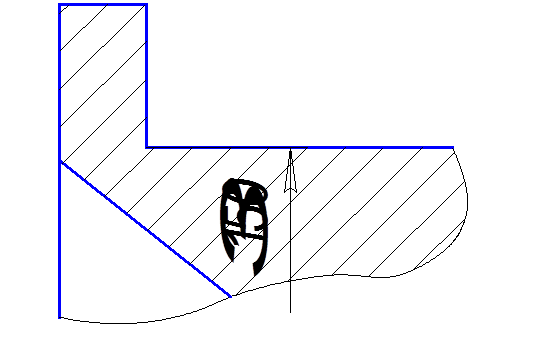
Рисунок 4.4 – Эскиз предлагаемого элемента детали.
3 Паз (14´48) для фиксации гайки нетехнологичен.
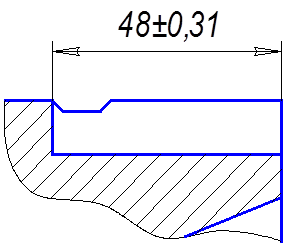
Рисунок 4.5 – Эскиз элемента детали
Этот элемент необходимо выполнять, а улучшить его технологичность практически невозможно. Разве что заменить обработку концевой фрезой на дисковую.
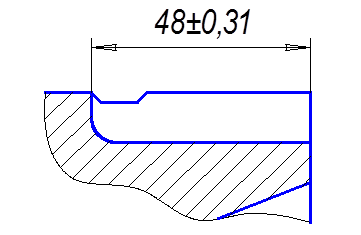
Рисунок 4.6 – Эскиз предлагаемого элемента детали
Деталь обладает развитыми базовыми поверхностями, что упрощает установку детали на станке. Форма детали позволяет непосредственно измерять заданные на чертеже размеры.
Вывод: в этом пункте была проанализирована деталь на технологичность. Несмотря на перечисленные нетехнологичные элементы (рисунки 4.1, 4.3, 4.5) деталь в целом спроектирована грамотно.
Определение коэффициента использования материала
 ,
,
где М – масса готовой детали, М = 26 кг
Мм – масса заготовки, Мм = 82,5 кг
Определение уровня технологичности конструкции по использованию материала
 ,
,
где Кб ИМ – базовый коэффициент использования материала, Кб ИМ = 0,2
Определяем коэффициент точности обработки
где Σ ni – число размеров соответствующего классу точности
Т – класс точности обработки
![]()
![]()
Определяем коэффициент шероховатости
 ,
,
где
![]() – число поверхностей
соответствующего классу шероховатости
– число поверхностей
соответствующего классу шероховатости
![]()
![]()
В целом конструкция детали технологична и спроектирована грамотно. Хотя и есть мелкие нетехнологичные элементы (рисунок 4.1, 4.3, 4.5).
5 Анализ существующего или типового технологического процесса. Формирования задания проектирования
Для удобства выполнения этого раздела составим таблицу технологического процесса
Таблица 5.1 – Детальное рассмотрение заводского техпроцесса
|
№ п/п |
Наименование операции |
Краткое содержание операции |
Базирование |
Оборудо-вание |
|
1 |
2 |
3 |
4 |
5 |
|
005 |
Заготовительная |
Ковка |
— |
ГКМ |
|
010 |
Термическая |
Печь |
||
|
015 |
Токарная |
Подрезать торцы |
В патроне |
Токарно-винторезный станок 16К20 |
|
020 |
Токарная |
Точить по контуру всю деталь |
В центрах |
Токарно-винторезный станок 16К20 |
|
025 |
Токарная |
Точить с припуском 0,5 на сторону поверхности (15, 16, 17, 18, 19, 11, 9, 1, 12, 3, 4, 8) и нарезать резьбу на пов. 12 |
В патроне и люнете. Разжимная оправка и вращающийся грибковый центр |
Токарно-винторезный станок 16К20 |
|
030 |
Разметочная |
Разметить для фрезерования трех пазов (20×10), паза (14×48) и двух отверстий под М12-7Н |
По поверхностям 4, 8 в призмах |
Верстачный стол |
|
035 |
Фрезерная |
Фрезеровать три паза 20×10) и паз (14×48) |
По поверхностям 4, 8 в призмах |
Вертикально-фрезерный станок 6Т104 |
|
040 |
Сверлильная |
Сверлить 2 отв. Ø10,2, зенкеровать фаски |
По поверхностям 4, 8 в вертикальных призмах |
Вертикально-сверлильный станок 2Н118 |
|
045 |
Токарная |
Расточить поверхности 16, 18 до Ra = 1,6 мкм, расточить и полировать поверхности 15, 11 до Ra = 0,8, точить и полировать поверхности 2, 4, 8 |
По поверхностям 16, 18 в разжимной оправке и люнете, оправке и грибковом центре |
Токарно-винторезный станок 16К20 |
Продолжение таблицы 5.1
|
1 |
2 |
3 |
4 |
5 |
|
050 |
Маркировочная |
Маркировать |
Призмы |
Верстачный стол |
|
055 |
Контрольная |
Проверить соответствие размеров чертежу |
— |
Стол ОТК |
|
060 |
Слесарная |
Нарезать резьбу М12-7Н |
— |
— |
Проанализируем каждую операцию отдельно
005 Заготовительная. Эта операция предусматривает использование дорогостоящего оборудования как ГКМ. В связи с тем, что длина заготовки 535 мм, то прошить отверстие невозможно и при дальнейшей обработке нужно будет снимать много материала. Т.е. с выше сказанного мы видим, что заготовка была выбрана крайне неудачно, что в дальнейшем надо учесть и постараться получить заготовку максимально приближенную к получаемой детали.
010 Термическая. На этой операции выравнивают структуру материала заготовки и получают нужную твердость (НВ 187). Это операция нужна еще чтобы снять напряжения материала после ковки.
015 Токарная. На этой операции подрезают торцы и центрируют заготовку. Базирование и закрепление выбраны правильно. Станок выбран тоже правильно, потому что операция черновая и не требует большой точности выполнения. В качестве режущего инструмента используются резцы с напайными пластинами из быстрорежущей стали, что уже довольно застарело и не позволяет применять прогрессивные режимы резания. Инструмент можно поменять на резцы с механическим креплением многогранных неперетачиваемых пластин, что позволит применять более прогрессивные режимы резания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.