Проверим подачу, допускаемую прочность сверла, мм/об
![]() ,
,
где Cs = 0,064 [9, с. 122].
Kls = 0,9 – поправочный коэффициент на подачу [9, с. 122].
![]() мм/об
мм/об
Sд < Sпр.св. (0,14 < 0,18) – условие прочности сверла выполняется.
Проверяем принятую подачу по осевой силе, допускаемой прочностью механизма подачи станка. Для этого определяем осевую силу, Н
![]()
где Ср = 68 [6, табл. 32, с. 281]
g = 1,0 [6, табл. 32, с. 281]
y = 0,7 [6, табл. 32, с. 281]
np = 0,75 [6, табл. 32, с. 281]
Осевая сила
![]() Н
Н
Po < Pmax (1348,6 < 15000)
Поэтому назначенная подача Sg = 0,14 мм/об вполне доступна
VI) Определяем скорость резания, допускаемую режущим инструментом, м/мин
 ,
,
где Cv = 7,0
qv = 0,4
yv = 0,7
m = 0,2
Kv – общий поправочный коэффициент на скорость резания, учитывающий фактическое усилие резания;
![]() ,
,
где Kmv – коэффициент, учитывающий количество обрабатываемого материала;
nv = 0,9; Kr = 1 [6, табл. 2, с. 262].
 [6, табл.
1, с. 261]
[6, табл.
1, с. 261]
Knv – коэффициент, учитывающий состояние поверхности заготовки, Knv = 1,0 [6, табл. 5, с. 263]
Kuv – коэффициент, учитывающий материал инструмента, Kuv = 1,0 [6, табл. 6, с. 263]
Кlv – коэффициент, учитывающий глубину сверления, Кlv = 1,0 [6, табл. 31, с. 280]
![]()
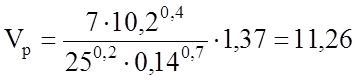 м/мин
м/мин
Определяем частоту вращения шпинделя
где D – диаметр сверла, D = 10,2 мм
 об/мин
об/мин
Принимаем частоту вращения шпинделя с паспортных данных nр = 355 об/мин [4, с. 190]
Уточняем действительную скорость резания
 м/мин
м/мин
VII) Определяем крутящий момент и мощность, затрачиваемую на резание.
Крутящий момент, Н·м
![]() ,
,
где См = 0,0345 [6, табл. 32, с.181]
qm = 2,0 [6, табл. 32, с.181]
ym = 0,8 [6, табл. 32, с.181]
Кр = 0,81 [6, табл. 32, с.181]
![]() Н·м
Н·м
Мощность резания
 кВт
кВт
![]() кВт
кВт
Обработка
возможна, так как выполняется условие ![]() (0,23
< 3,2).
(0,23
< 3,2).
VIII) Режимы резания при сверлении: S = 0,14 мм, V = 11,37 м/мин, n = 355 об/мин.
Режимы для зенкерования фасок и нарезания резьбы определяем аналитически по нормативам времени.
Для зенкерования: S = 0,8 мм, V = 16 м/мин, n = 500 об/мин [11, К58,59, с. 123].
Для нарезания резьбы: V = 13,4 м/мин, n = 355 об/мин, N = 0,41 кВт [11, К82, с. 147].
8.3 Техническое нормирование операций
8.3.1 Нормирование токарной операции
Нормирование заключается в определении штучно-калькуляционного времени по формуле:
где Тп.з. – подготовительно-заключительное время, мин
![]() [4, прил. 6.3, с. 215]
[4, прил. 6.3, с. 215]
Тп.з. 1 – время на наладку станка, инструмента в патроне, Тп.з.1 = 7 мин
Тп.з.2 – время на переключение рычагом коробки передач, Тп.з.2 = 1 мин
Тп.з.3 – время на получение и сдачу инструмента после окончательной обработки, Тп.з.3 = 10 мин
Тп.з.= 7 + 1 + 10 = 18 мин
n – количество деталей в настроечной партии, n = 58 шт.
То – основное время на обработку детали (на токарной черновой операции), мин
Для определения основного времени составим таблицу 6.3
Таблица 8.1 – Режимы резания для токарной обработки
|
№ |
Наименование перехода |
Режимы резания |
||||
|
i |
t, мм |
n, об/мин |
V, мин |
S, мм/об |
||
|
1 |
Черновое точение Ø194 |
1 |
1 |
200 |
120 |
0,8 |
|
2 |
Черновое точение Ø154 |
4 |
5,1 |
180 |
71,36 |
0,6 |
|
3 |
Черновое точение Ø144 |
2 |
5 |
200 |
90 |
0,7 |
|
4 |
Подрезка торца |
1 |
2 |
200 |
120 |
0,4 |
То1 – время на черновое точение Ø194
 (6.6.1)
(6.6.1)
где lобр – длина обрабатываемого участка, lобр = 25 мм
i – количество проходов, i = 1
n – частота вращения шпинделя, n = 200 об/мин
S – подача, S = 0,8 мм/об
 мин
мин
To2 – время на черновое точение Ø154 по формуле (6.6.1)
где lобр= 515 мм
i = 4
n = 160 об/мин
S = 0,6 мм/об
 мин
мин
To3 – время на черновое точение Ø144 определяем по формуле (6.6.1)
где lобр = 368 мм
i = 2
n = 200 об/мин
S = 0,7 мм/об
 мин
мин
To4 – время на подрезку торца определяем по формуле (6.6.1)
где lобр = 40 мм
i = 1
n = 200 мм/об
S = 0,4 мм/об
 мин
мин
Определим суммарное время на черновою токарную обработку поверхностей
![]()
![]() мин
мин
Tв – вспомогательное время, состоит из затрат времени на отдельные приемы
![]()
Тус – время на установку и снятие детали, Тус = 0,21 мин [4, прил. 5.3, с. 108]
Тз.о. – время на закрепление и открепление детали, Тз.о = 0,024 мин [4, прил. 5.7, с. 200]
Tуп – время на приемы управления, Tуп = 0,024 мин
Тизм – время на измерение, Тизм = 0,075 мин [4, прил. 5.16, с.209]
K – коэффициент, уточняющий тип производства, K = 1,85
Тв = (0,21 + 0,024 + 0,075 + 0,17)1,85 = 0,88 мин
Тоб.от. – время на обслуживание и отдых. Берется в процентном отношении от оперативного времени
Топ – оперативное время,
Топ = То + Тв = 43,13 + 0,88 = 44,01 мин
где Поб.от. – время на обслуживание рабочего места, отдых и естественные надобности, Поб.от = 6,5% [ ,прил. 6.1, с. 214]
 мин
мин
Выбрав все составляющие формулы штучно-калькуляционного времени из справочной литературы.
Определяем штучно-калькуляционное время
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.