Так как условие N < NШП выполняется 7,0 < 8,25, то обработка детали возможна.
Окончательные режимы резания:
![]() мм/об
мм/об
![]() м/мин
м/мин
![]() об/мин
об/мин
8.2.1.7 Определение режимов резания для других поверхностей табличными методом
Для точения Ø190
S = 0,8 мм/об
V = 120 м/мин
N = 200 об/мин
Для точения Ø144
S = 0,7 мм/об
V= 90 м/мин
n= 200 об/мин
Подрезка торца
S = 0,4 мм/об
V = 120 м/мин
n = 200 об/мин
8.2.2 Расчет режимов резания для фрезерования паза 20×10 (3 шт.)
8.2.2.1 Исходные данные
Вид заготовки: прокат (труба толстостенная горячекатаная круглая Ø194±0,970)
Материал: Сталь 35 ГОСТ 1050-74
Механические характеристики:
Предел прочности = 53 МПа
Твердость НВ = 187 МПа
Частота вращения шпинделя станка: nmin = 63 об/мин
nmax = 2800 об/мин
Угол поворота шпиндельной головки: = ±45º
Мощность электродвигателя главного привода: Nдв = 2,2 кВт
Параметры режущей и присоединительной части инструмента
L – длина фрезы, L = 107 мм [ , табл. 74, с.178]
l – длина режущей части, l = 22 мм [ , табл. 74, с. 178]
Конус Морзе – 2
Количество режущих зубьев z = 4.
Выбор параметров режущей части инструмента
γ– передний угол, γ = 20º
αn – задний угол (главный), αn = 14º
α1 – торцовый задний угол, α1 = 8º
φ – угол в плане (главный), φ = 90º
φ1 – вспомогательный угол в плане, φ1 = 3º
φo – угол в плане переходной кромки, φo = 45º
fo – длина переходной кромки, fo = 0,5-1,0 мм
ω – угол наклона винтовых линий, ω = 20-45º
8.2.2.2 Определяем подачу при фрезеровании шпоночного паза (20×10)
Расчет ведем по [6, с. 282]. Исходной величиной подачи при черновом фрезеровании является величина подачи на один зуб (SZ). Рекомендуемую подачу для шпоночного фрезерования (в один проход) выберем из [табл. 38, с. 286] = 0,035 мм/зуб. Корректируем с учетом поправочного коэффициента k = 0,91. Отсюда подача на зуб Sz= 0,032 мм/зуб
8.2.2.3 Определяем скорость резания
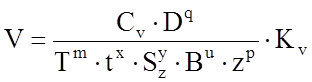 ,
,
где D – диаметр фрезы, D = 20 мм;
Cv = 46,7;
q = 0,3
m = 0,26;
Т – период стойкости фрезы, Т = 80 мин [6, табл. 40, с. 290];
t – глубина фрезерования, t = 10 мм;
k = 0,3;
Sz – подача на зуб, Sz = 0,032 мм/зуб;
y = 0,25;
В – ширина фрезерования, В = 20 мм;
u = 0;
z – количество зубьев, z = 4;
p = 0 [6, табл. 41, с. 291];
Kv – общий поправочный коэффициент на скорость резания, учитывающий фактическое усилие резания;
![]() ,
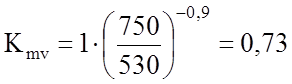
,
где Kmv – коэффициент, учитывающий количество обрабатываемого материала;
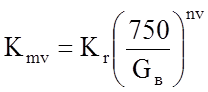
nv = -0,9; Kr = 1 [6, табл. 2, с. 262].
 [6, табл.
1, с. 261]
[6, табл.
1, с. 261]
Knv – коэффициент, учитывающий состояние поверхности заготовки, Knv = 0,9 [6, табл. 5, с. 263]
Kuv – коэффициент, учитывающий материал инструмента, Kuv = 1 [6, табл.6, с. 263]
![]()
 м/мин
м/мин
8.2.2.4 Рассчитываем частоту вращения шпинделя
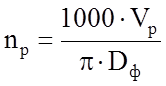
где Dф – диаметр фрезы, Dф = 20 мм
 об/мин
об/мин
Принимаем частоту вращения шпинделя с паспортных данных nр = 400 об/мин [4, с. 190]
Уточняем действительную скорость резания
 м/мин
м/мин
8.2.2.5 Рассчитываем силу резания
Главная составляющая силы резания при фрезеровании (окружная сила Pz).
 ,
,
где z – число зубьев фрезы, z = 4
n – частота вращения фрезы, n = 400 об/мин
Cp = 68,2
x = 0,86
y = 0,72
u = 1,0
q = 0,86
w = 0
n = 0,35 [6, табл. 41, с.291]
 Н
Н
8.2.2.6 Определяем мощность резания
 кВт
кВт
Определим мощность на шпинделе станка по формуле
![]() ,
,
где η – КПД привода станка, η = 0,75.
Nдв – мощность электродвигателя привода главного движения, Nдв = 2,2 кВт.
![]() кВт
кВт
Так как условие N < Nш выполняется 0,13 < 1,65, то обработка детали возможна.
Окончательно режимы резания
Sz = 0,032 мм/зуб
V = 25,12 м/мин
n = 400 об/мин
8.2.2.7 Определение режимов резания для фрезерования паза (14×48) табличным методом
Sz = 0,026 мм/зуб
V = 30 м/мин
n = 630 об/мин
8.2.3 Расчет режимов резания для сверления двух отверстий М12-7Н
Расчет ведем по [9, с.121].
Исходные данные
Просверлить сквозное отверстие Ø10,2 Н12 на глубину 23 мм. Материал заготовки – Сталь 35 с пределом прочности σв = 530 Мпа. Заготовка – прокат горячекатаный. Обработку вести с охлаждением эмульсией.
I) Выберем вертикально-сверлильный станок модели 2Н135. Все основные характеристики данного станка приведены в [п. 5.8.2].
Частота вращения шпинделя, об/мин: 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1440.
Подача, мм/об: 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6.
II) Выберем сверло Ø10,2 мм с режущей частью из быстрорежущей стали с нормальным коническим хвостовиком ГОСТ 10903-77. Длина рабочей части сверла lсв = 87 мм, длина сверла Lсв = 168 мм. Марка быстрорежущей стали Р6М5. Форма заточки – двойная с подточкой поперечной кромки и ленточки (ДПЛ).
Геометрические параметры сверла. 2φ = 118º, 2φо = 70º, угол наклона поперечной кромки при стандартной заточке ψ = 55º, α = 11º, ω = 30º, fv = 0,4 мм, α1 = 6º.
III) Рассчитываем глубину резания
 мм
мм
IV) Назначаем период стойкости сверла. При обработки конструкционной углеродистой стали спиральными сверлами Ø6-10 мм из быстрорежущей стали рекомендуемый период стойкости Тэ = 25 мин [6, табл.30, с. 279].
V) Определяем подачу.
При
сверлении отверстий ![]() с точностью Н12 в стали 35
с σв = 530 МПа и НВ = 187 ГОСТ 1050-74 и диаметре сверление 10,2
мм подача рекомендуется в пределах 0,25-0,28 мм/об [6, табл. 25, с. 277].
Поправочный коэффициент на достижение более высокого качества отверстий в связи
с нарезанием резьбы Kos = 0,5.
с точностью Н12 в стали 35
с σв = 530 МПа и НВ = 187 ГОСТ 1050-74 и диаметре сверление 10,2
мм подача рекомендуется в пределах 0,25-0,28 мм/об [6, табл. 25, с. 277].
Поправочный коэффициент на достижение более высокого качества отверстий в связи
с нарезанием резьбы Kos = 0,5.
![]() мм/об
мм/об
Корректируем подачу по паспорту станка: Sд = 0,14 мм/об.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.