 мин
мин
8.3.2 Нормирование фрезерной операции
Нормирование заключается в определении штучно-калькуляционного времени по формуле:
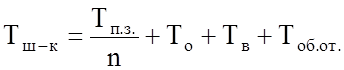
где Тп.з. – подготовительно-заключительное время
![]()
Тп.з.1 – время на установку в специальном приспособлении, Тп.з. 1 = 14 мин 4, прил. 6.5, с. 217
Тп.з.2 – время на установку фрез, Тп.з.2 = 2 мин
Тп.з.3 – время на получение и сдачу инструмента, Тп.з.3 = 7 мин
Тп.з.= 14 + 2 + 7 = 23 мин
n – количество деталей в настроечной партии, n = 58 шт
То – основное время на обработку детали (на фрезерной операции), мин
Для определения основного времени составим таблицу 6.4
Таблица 8.2 – Режимы резания для фрезерования
|
№ |
Наименование перехода |
Режимы резания |
||||
|
i |
t, мм |
N, об/мин |
V, мин |
S, мм/зуб |
||
|
1 |
Фрезерование паза (20×10) |
1 |
10 |
400 |
25,2 |
0,032 |
|
2 |
Фрезерование паза (14×48) |
1 |
7,5 |
630 |
30 |
0,026 |
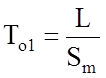
То1 – Основное время на фрезерование паза (20×10) 3 шт. по формуле:
 (6.6.2.2)
(6.6.2.2)
где ![]() – минутная подача, м/мин
– минутная подача, м/мин
![]()
![]() = 0,032·4·400 м/мин
= 0,032·4·400 м/мин
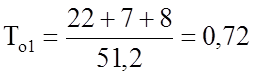
L – длина обработки,
L = l + l1 + l2
l – длина обрабатываемого паза, l = 22 мм
l1 – величина врезания, l1 = 7 мм
l2 – величина перебега, l2 = 8 мм [8, с. 623]
 мин
мин
Время на обработку одного паза равно 0,72 мин. Так как количество пазов равно трем, то время на обработку Т01 будет равно:
То1 = 3·0,72 = 2,16 мин
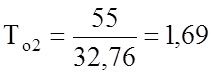
То2 – основное время на фрезерование паза (14×48) по формуле (6.6.2.2)
где ![]() – минутная подача,
– минутная подача,
![]() м/мин
м/мин
L – длина хода инструмента
L = 48 + 7 = 55 мм
 мин
мин
Подсчитываем суммарное основное время.
![]()
![]() мин
мин
Tв – вспомогательное время
![]()
Тус – время на установку и снятие детали, Тус = 0,13 мин [4, прил. 5.6, с. 199]
Тз.о – время на закрепление и открепление детали, Тз.о = 0,172 мин [4, прил. 5.7, с. 202]
Tуп – время на приемы управления, Tуп = 0,05 мин [4, прил. 5.8, с. 202]
Тизм – время на измерение детали, Тизм = 0,05 мин [4, прил. 5.16, с. 209]
K – коэффициент, уточняющий тип производства, K = 1,85
Тв = (0,13 + 0,172 + 0,05 + 0,17)1,85 = 0,97 мин
Определяем оперативное время.
Топ = То + Тв = 3,85 + 0,97 = 4,82 мин
![]() – время на обслуживание и отдых
определяем по формуле
– время на обслуживание и отдых
определяем по формуле
Поб.от. – время на обслуживание рабочего места, отдыха и естественные необходимости, Поб.от. = 7,5%
Определив все составляющие рассчитываем штучно-калькуляционное время
 мин
мин
8.3.3 Нормирование сверлильной операции
Для нормирования сверлильной операции нужно определить штучно-калькуляционное время по формуле
где Тп.з. – подготовительно-заключительное время, мин
![]() [4, прил. 6.3, с. 215]
[4, прил. 6.3, с. 215]
Тп.з. 1 – время на наладку станка, установку в приспособления, Тп.з.1 = 9 мин [4, прил. 6.4, с. 217]
Тп.з.2 – время на установку многошпиндельной головки, Тп.з.2 = 20 мин [4, прил. 6.4, с. 217]
Тп.з.3 – время на получение, сдачу инструмента и приспособлений до начала работы, Тп.з.3 = 5 мин [4, прил. 6.4, с. 217]
Тп.з.= 9 + 20 + 5 = 34 мин
n – количество деталей в настроечной партии, n = 58 шт.
То – основное время на обработку детали (на токарной черновой операции), мин
Для определения основного времени составим таблицу 6.3
Таблица 8.3 – Режимы резания для сверлильной обработки
|
№ |
Наименование перехода |
Режимы резания |
||||
|
i |
T, мм |
n, об/мин |
V, мин |
S, мм/об |
||
|
1 |
Сверление 2-х отверстий Ø10,2 под М12-Н7 |
1 |
5,1 |
355 |
11,37 |
0,14 |
|
2 |
Зенкерование фасок под резьбу |
1 |
1,5 |
500 |
16 |
0,8 |
|
3 |
Нарезание резьбы М12-7Н |
1 |
– |
355 |
13,4 |
– |
То1 – время на сверление двух отверстий
где lобр = l1 + l2 + l3
l1 – глубина сверления, l1 = 23 мм
l2 = 0,4·D = 5 мм
l3 – перебег сверла, l3 = 2 мм
lобр = 23 + 5 + 2 = 30 мм
i – количество проходов, i = 1
n – частота вращения шпинделя, n = 355 об/мин
S – подача, S = 0,14 мм/об
 мин
мин
To2 – время на зенкерование фасок
где lобр= l1 + l2
l1 – глубина сверления, l1 = 1,5 мм
l2 = 0,4·D = 5 мм
lобр= 1,5 + 5 = 6,5 мм
i = 1
n = 500 об/мин
S = 0,8 мм/об
 мин
мин
где To3 – время на нарезание резьбы
lобр = l1 + l2 + l3
l1 – глубина сверления, l1 = 23 мм
l2 = 0,4·D = 5 мм
l3 – перебег сверла, l3 = 7 мм
lобр = 23 + 5 + 7 = 35 мм
i = 1
n = 355 об/мин
S = 0,13 мм/об
 мин
мин
Определим суммарное время на сверление и нарезание резьбы.
![]()
![]() мин
мин
Tв – вспомогательное время, которое состоит из затрат времени на отдельные приемы
![]()
Тус – время на установку и снятие детали, Тус = 0,27 мин [12, К16, с. 54]
Тз.о. – время на закрепление и открепление детали, Тз.о = 0,38 мин [12, К17, с. 62]
Tуп – время на приемы управления, Tуп = 0,25 мин [12, К27, с. 95]
Тизм – время на измерение, Тизм = 0,06 мин [12, К86, с. 188]
K – поправочный коэффициент на вспомогательное время, K = 1 [12, К1, с. 31]
Тв = (0,27 + 0,38 + 0,25 + 0,06)1 = 0,96 мин
Топ – оперативное время,
Топ = То + Тв = 1,52 + 0,96 = 2,48 мин
Тоб.от. – время на обслуживание и отдых определяем по формуле
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.