Табл.12.1. Последовательность обработки поверхностей.
13 Разработка структуры операций.
 С целью наименьшей трудоемкости и наибольшей
продуктивности труда необходимо придерживаться параллельной концентрации
переходов на одном станке, для чего необходимо шире использовать агрегатные и
многопозиционные станки. Для данного типа производства также выгодней будет
объединить несколько операций в одну и выполнить ее на одном универсальном
оборудовании, в данном случае токарный обрабатывающий центр. Это позволит
поднять производительность и точность обработки. Рассмотрим содержание одной
такой операции путем расчленения ее на установы, позиции и переходы.
С целью наименьшей трудоемкости и наибольшей
продуктивности труда необходимо придерживаться параллельной концентрации
переходов на одном станке, для чего необходимо шире использовать агрегатные и
многопозиционные станки. Для данного типа производства также выгодней будет
объединить несколько операций в одну и выполнить ее на одном универсальном
оборудовании, в данном случае токарный обрабатывающий центр. Это позволит
поднять производительность и точность обработки. Рассмотрим содержание одной
такой операции путем расчленения ее на установы, позиции и переходы.
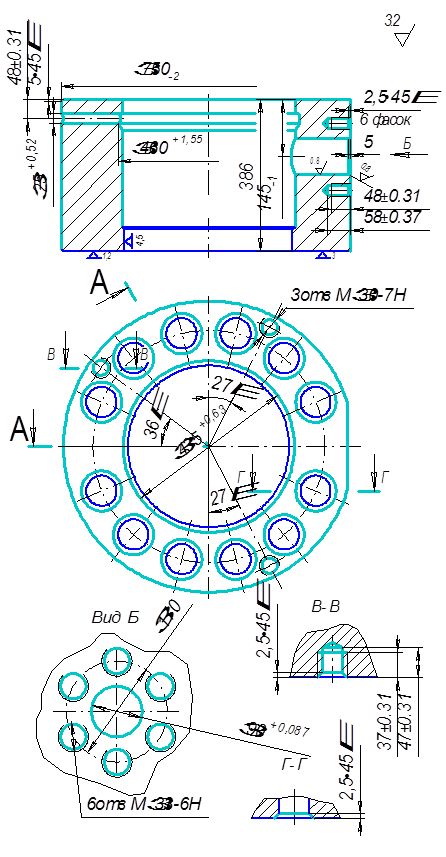
Операция (025) Комплексная на обрабатывающих центрах с ЧПУ. Установ А.
Базирование на данной операции производится по торцу и внутренней поверхности детали Æ440. Здесь окончательно получаем торце-
Рис.13.1 Схема обработки вую и наружную поверхности
по 14 квалитету. Далее производим обработку внутренней поверхности, оставляя припуск на чистовое и тонкое растачивание. Канавочным резцом получаем канавку Æ460. Следующим этапом является блок сверлильно-фрезерных переходов: получение 12 фасок в 12 отверстиях и 3-х торцевых отверстий с резьбой М30-7Н (процесс идет с неподвижной деталью). Далее следует фрезерование лыски по наружному диаметру. Затем последовательным сверлением, рассверливанием и растачиванием получаем боковое отверстие по 9-му квалитету. Для получение необходимой шероховатости поверхности используем обработку плавающим ножом. Далее идет получение и нарезание резьбы в 6 отверстиях М33-6Н вокруг отверстия Æ90Н9. Окончательным этапом на данной операции является получение бокового отверстия Æ25.
Как видно из вышеприведенного описания на одном станке производится ряд переходов, которые на типовых тех процессах осуществлялись бы за несколько операций. Здесь же все происходить на одной операции за два установа. Процесс происходит автоматически по заданной программе, роль токаря при этом сводится только к частичной смены инструмента и наблюдению за процессом обработки.
14. Размерный анализ.
Произведем расчет припусков на линейный размер детали 385-1,4 мм методом графов.
|
Ин-декс |
Способ обработки |
Точн. раз-ров |
Шероховатость |
Величина размера |
Величина допуска. |
Домин. погрешн. |
Расчетн допуск |
|
А0.1
А1.1 А1.2 А2.1 А2.2
А3.1 А3.2 |
Ковка на прессах Однократный подрез Однократный подрез Однократный подрез Однократный подрез Окончательный подрез Окончательный подрез |
I гр I гр I гр I гр I гр I гр I гр |
Rz320 Rz250 Rz250 Rz125 Rz125 Rz40 Rz40 |
до 500 до 500 до 500 до 400 до 400 до 400 до 400 |
8 1.3 1.3 0.45 0.45 0.18 0.18 |
- - - - - - - |
8 1.3 1.3 0.45 0.45 0.18 0.18 |
Табл. 14.1. Расчет допусков на технологические размеры.
Все расчеты, уравнения и полученные результаты сводим в таблицы(табл 14.1,14.2).
Графическую часть: схема расположения припусков, граф технологических размерных цепей привожу на чертеже заготовки.
|
Размер |
Величина и допуск |
Ожидаемая погрешность |
Средний расчетный. |
Допустимая корректировка |
Средний скорректированный |
Размер |
Допуск |
Уравнение |
Средний расчетный. |
Номинальный расчетный. |
Номинальный скорректированный. |
Средний скорректированный |
|
S1 z1.1 z1.2 z2.1 z2.2 |
385-1.4 1.5 1.5 0.49 0.49 |
0.18 9.3 2.6 1.75 0.9 |
384.3 6.15 2.8 1.365 0.94 |
±0.61 +∞ +∞ +∞ +∞ |
384.3 6.5 3.0 1.5 1.0 |
А3.2 А3.1
А2.2
А2.1
А1.2
|
-0.18 –0.18 –0.45 –0.45 –1.3 |
-А3.2+S1=0 +A3.1-A3.2-z3.2=0 -A2.2+A3.1+ z3.1=0 +A2.1-A2.2- z2.2=0 -A1.2+A2.1+ z2.1=0 |
384.3 385.045 385.88 387.115 388.74 |
384.39-0.18 385.225-0.18 386.33-0.45 387.565-0.45 390.04-1.3 |
384.6-0.18 385.3-0.18 386.4-0.45 387.6-0.45 390.1-1.3 |
384.51 385.21 386.175 387.375 389.45 |
Табл. 14.2.Расчет технологических размеров.
15 Расчет припусков на механическую обработку поверхностей.
Расчет припусков на механическую обработку будем осуществлять при помощи ЭВМ.
Исходными данными для расчета являются: диаметр отверстия 440Н7. Шероховатость по Ra=1.6. Остальные данные, вводимые в ЭВМ, привожу ниже.
- Вид обрабатываемой поверхности - отверстие в заготовке с отверстием;
- Метод получения заготовки – поковка ковкой на прессах(см. выбор способа получения заготовки);
- Размер поверхности детали по чертежу:
номинальный диаметр, мм – 440(чертеж детали);
верхнее отклонение,мм – 0,063(чертеж детали);
нижнее отклонение,мм – 0(чертеж детали);
- Шероховатость поверхности по параметру Ra, мкм – 1.6(чертеж детали);
- Обозначение квалитета (IT1…IT17), соответствующий допуску – IT7 [7, с.192 табл.32];
- Введите количество операций (переходов) включая заготовительную –4(выбор МОП);
1. Поковка ковкой на прессах;
2. Черновое растачивание;
3. Получистовое растачивание;
4. Чистовое растачивание.
- Получистовое растачивание, квалитет (IT1…IT17)-IT9[7, с.11 табл.5];
- Черновое растачивание, квалитет (IT1…IT17) – IT12 [7, с.11 табл.5];
- Группа точности – обычная [13, c.10];
- Ковка на прессах: Верхнее отклонение, мм – 19.5 [13, c.11];
Нижнее отклонение, мм – -19.5 [13, c.11];
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.