Эту поверхность возможно получить фрезерованием или долблением. Наиболее подходящим способом является долбление, так как оно более дешевое, а для фрезерования необходимо разработать приспособление для установки инструмента в необходимое положение.
9. Выбор и обоснование схем базирования и закрепления.
При обработке заготовки на станках, для получения требуемых параметров поверхностей, последняя должна быть правильно сориентирована относительно механизмов и узлов станка, определяющих движения резания, а также относительно обрабатывающих инструментов. Задачи взаимной ориентировки при изготовлении решаются базированием последней.
Для сохранения положения заготовки, достигнутом при базировании, служит операция закрепления. Закрепление заготовки нужно производить правильно для исключения ее сдвига или поворота силами резания при обработке.
В данном технологическом процессе на трех операциях применяются следующие виды базирования и закрепления:
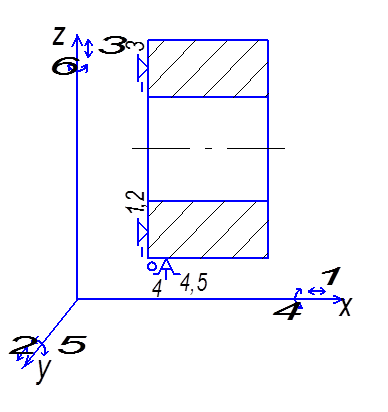
Операция лоботокарная. Вид закрепления: 4-х кулачковый патрон.
Данная схема базирования (рис.9.1)обеспечивает лишение заготовки пяти степеней свободы: трех перемещений и двух вращений.
УБ – установочная база.
ДОБ – двойная опорная база.
Рис.9.1 Схема базирования
на операции 005
|
X |
Y |
Z |
Связь |
Степень свободы |
Наимен. базы |
|||
|
L |
1 |
0 |
0 |
УБ |
1,2,3 |
I,V, VI |
УБ |
|
|
a |
0 |
1 |
1 |
|||||
|
L |
0 |
1 |
1 |
ДОБ |
4,5 |
II, III |
ДОБ |
|
|
a |
0 |
0 |
0 |
Табл.9.1 Матрица связей Табл.9.2 Таблица соответствия
Операция радиально-сверлильная. Вид закрепления: приспособление специальное.
Данная схема базирования (рис.9.2)обеспечивает также лишение заготовки пяти степеней свободы: трех перемещений и двух вращений.
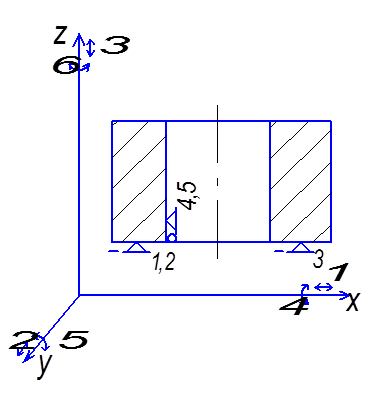
Рис 9.2. Схема базирования
на операции 020
Операция комплексная на обрабатывающих центрах с ЧПУ.
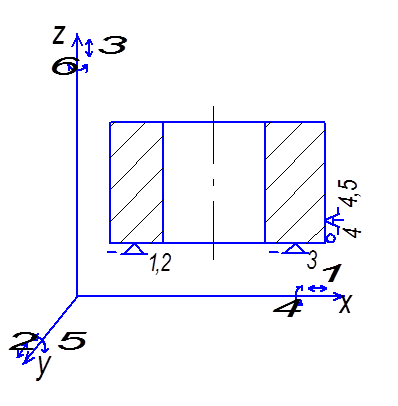 Вид закрепления: 4-х кулачковый патрон.
Вид закрепления: 4-х кулачковый патрон.
Данная схема базирования (рис.9.3), как и две предыдущие, обеспечивает лишение заготовки пяти степеней свободы: трех перемещений и двух вращений.
Рис.9.3 Схема базирования
на операции 025
В вышеперечисленных схемах базирования в качестве технологических баз применяются одни и те же поверхности т.е. соблюдается принцип постоянства баз. За черновые базы принимаются поверхности, имеющие минимальный припуск. Черновые базы используются один раз, что соответствует правилам выбора баз.
10. Обоснование выбора металлорежущих станков.
При выборе оборудования для обработки заготовки необходимо учитывать:
- технологические методы обработки поверхностей;
- мощность двигателей;
- габариты рабочего пространства;
- тип производства;
- установленное количество инструментов.
Основным параметром для выбора металлорежущих станков считаю габариты рабочего пространства, так как габариты заготовки значительны.
Затем, учитывая все остальные параметры, подбираю наиболее подходящее оборудование:
1. Операция (010) Лоботокарная:
- лоботокарный станок 1680;
2. Операция (025) Радиально-сверлильная:
- радиально-сверлильный 2М57;
3. Операция (030) Комплексная на обрабатывающих центрах с ЧПУ:
- токарный обрабатывающий центр Doriese.(ФРГ)
Выбор обрабатывающего центра считаю наиболее оптимальным вариантом, так как его применение позволит сократить число операций техпроцесса до одной, а также затраты времени на перестановку, выверку детали. ЧПУ центра позволит точно и быстро получить все необходимые размеры детали и автоматизировать процесс изготовления.
11. Обоснование выбора станочных приспособлений и другого технологического оснащения.
Выбор инструмента и технологической оснастки нужно производить с учетом:
- методов обработки поверхностей;
- этапов обработки (черновые, чистовые и другие);
- использование смазочно-охлаждающих жидкостей и их виды;
- габаритов станка;
- материал заготовки и ее состояния.
В качестве спец приспособлений выбираю на радиально-сверлильную операцию приспособление для установки детали ТМ 951075-04-00.00, что позволит предать детали определенное положение и автоматически закрепить в процессе резания.
Для установки эжекторного сверла на радиально-сверлильный станок и передачи крутящего момента выбираю специальный патрон ТМ951075-05-00.00.
Наиболее прогрессивным инструментом является режущий инструмент с твердосплавными неперетачиваемыми пластинами. Поэтому в большинстве случаев выбираем этот инструмент, при этом преимущество отдадим инструментам с механическим креплением твердосплавных пластин.
На окончательную обработку внутренней поверхности детали выбираю инструмент с пластиной из сверхтвердого материала Гексанита-Р. Это позволит заменить полирование поверхности тонким точением.
На радиально-сверлильную операцию выбираю спроектированное эжекторное сверло. Процесс получения отверстий таким сверлом предусматривает обильный подвод СОЖ в зону резания и отвод пульпы. Это позволит получить отверстия без вывода сверла и при этом добиться необходимой точности и шероховатости поверхностей.
Исходя из вышеописанных доводов производим выбор следующих инструментов и оснастки:
- Патрон 7100-0047 ГОСТ 2675-80;
- Патрон 7100-0102 ГОСТ 24351-80;
- Приспособление специальное ТМ951075-04.00;
- Оправка для сверл ПВ2-112;
- Оправка для плавающего ножа ПВ2-104;
- Резец 2100-1512 Т15К6 ГОСТ 26611-85 с пластиной по ГОСТ 25003-81;
- Резец 2102-0025 Т15К6 ГОСТ 18877-73;
- Резец 2112-0009 Т15К6 ГОСТ 18880-73;
- Резец 2140-0059 Т5К10 ГОСТ 18882-73;
- Резец 2112-0017 Т5К10 ГОСТ 18880-73;
- Резец 2100-1405 Т5К10 ГОСТ 26611-85 с пластиной по ГОСТ 19043-80;
- Резец 2100-2775 ГОСТ 28980-91;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.