
















































Содержание
Реферат с
Введение
1 Служебное назначение изделия, узла, детали
1.1 Назначение изделия
1.2 Назначение узла
1.3 Назначение детали
2 Анализ технических требований чертежа и определение
технологических задач изготовления детали
2.1 Правильность оформления чертежа согласно ЕСКД
2.2 Конструктивные особенности детали
2.2.1 Обоснование выбора материала
2.2.2 Назначение технических требований на отдельные поверхности
3 Определение типа производства
3.1 Определение годовой программы выпуска деталей.
3.2 Определение типа и формы организации производства
4 Анализ технологичности конструкции детали
4.1 Качественная оценка технологичности
4.2 Количественная оценка технологичности
4.2.1 Основные показатели
4.2.2 Дополнительные показатели
5 Анализ базового технологического процеса
5.1 Обоснованность общей последовательности обработки
5.2 Станочное оборудование и рациональное его применение
5.3 Станочные приспособления
5.4 Режущий инструмент
5.5 Средства технического контроля
6 Выбор метода получения заготовки
6.1 Описание метода получения заготовки в базовом техпроцессе
6.2 Выбор метода получения заготовки на ЭВМ
6.3 Анализ возможных методов получения заготовки
6.4 Экономическое обоснование метода получения заготовки
7 Выбор варианта маршрутного техпроцесса
7.1 Обоснование маршрутов обработки поверхностей
7.2 Составление маршрута обработки детали
8 Разработка операционной технологии
8.1 Расчет припусков
8.1.1 Аналитический расчет припусков на диаметральный размер
8.1.2 Расчет линейной размерной технологической цепи
8.1.3 Нормативное определение припусков
8.1.4 Назначение технических требований на заготовку
8.2 Разработка операционной технологии
8.2.1 Разработка операционной технологии для операции
015 Токарно-винторезная
8.2.2 Разработка операционной технологии для операции
020 Вертикально-фрезерная
8.2.3 Разработка операционной технологии для операции
025 Горизонтально-фрезерная с ЧПУ
8.3 Определение режимов резания
8.3.1 Аналитический расчет режимов резания на операции 015 токарно-винторезная
8.3.2 Аналитический расчет режимов резания на операции 020 вертикально-фрезерная
8.3.3 Расчет режимов резания табличным методом на операцию 025 Горизонтально-фрезерная с ЧПУ
8.4 Нормирование операций
8.4.1 Полное техническое нормирование трех операций
8.4.2 Укрупненное нормирование остальных
8.5 Разработка структуры операции
8.6 Расчет потребного количества оборудования
9 Проектирование станочного приспособления
10 Исследовательская часть.
11 Охрана труда
12 Строительная часть.
13 Организационная часть
14 Экономическая часть.
15 Спецчасть по ТКМ
Выводы
Литература Приложение А
Приложение Б
Приложение В
Приложение Г
Приложение Д
Приложение Е
Пояснительная записка: листа, рисунков, таблиц, используемых источников, приложение.
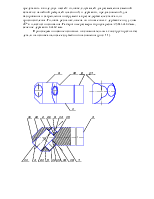
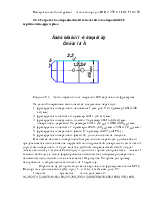
Объект разработки: технологический процесс изготовления корпуса резца расточного АР- 208.01.01.
Ключевые слова: деталь, заготовка, технологический процесс, оборудование, технологическая оснастка, припуск, подача, скорость резания, сила резания, мощность резания, нормы времени.
В мировой практике металлообработки существуют две основные системы инструментов: система напайного инструмента и система инструмента с МНП. Каждая из этих систем имеет свои преимущества и недостатки и свою оптимальную область применения. Разрабатываемая в данной работе деталь- корпус резца расточного, относится к системе инструментов разработанных в ассоциации «Прогресс»- система инструмента с механическим креплением унифицированных режущих вставок, которая является промежуточной между двумя инструментальными системами и соединяет в себе основную часть преимуществ обеих систем. В основе данной системы лежит использование унифицированных режущих вставок и крепежных элементов и централизованное восстановление его режущих свойств. Система охватывает токарные инструменты , фрезы и расточные инструменты. По номенклатуре изделий эта система приблизительно равна системе инструментов известной немецкой фирмы «Хертель». Основные преимущества разработанной системы:
- продуктивность металлообработки увеличивается в 2-4 раза;
- - надежность и простота при эксплуатации;
- - универсальность и быстро сменяемость;
- - возможность применения прогрессивных схем снятия припуска;
- - затраты на ковку уменьшаются в сотни раз;
- - расход конструкционных материалов на режущую вставку уменьшается в 5-6 раз;
- - трудоемкость восстановления режущих свойств инструмента уменьшается в 2-4 раза;
- - затраты электроэнергии в процессе обработки уменьшается в 1,5-3 раза.
1.2 Назначение изделия
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.