8 Разработка операционной технологии
8.1 Расчет припусков
8.1.1 Аналитический расчет припусков на диаметральный размер ф20Н9
Расчет припусков аналитическим способом произведем на наиболлее точно обработаную поверхность – поверхность отверстия Ф20Н9. Здесь следует отметить, что в типовом технологическом процессе обработка данной поверхности будет вестись совместно с обработкой поверхности резьбового отверстия М12, однако расчет припусков произведем только для обработки поверхности отверстия ф20Н9. Расчет произведен на ЭВМ. Исходные данные, необходимые для расчета припусков и промежуточных размеров на переходах приведены в табл. 8.1.
Таблица 8.1- Исходные данные
|
Наименование перехода |
Квалитет допуска IT |
Величина допуска, мкм |
Элементы припуска, мкм |
||||
|
Шероховатость Rz(i-1), мкм |
Дефектный слой Т(i-1), мкм |
Пространственное отклонение ρ(i-1), мкм |
|||||
|
Погрешность базирования εi, мкм |
Погрешность закрепления εi, мкм |
||||||
|
Сверление |
12 |
210 |
40 |
60 |
50 |
- |
100 |
|
Зенкерование |
11 |
130 |
30 |
40 |
- |
- |
5 |
|
Развертывание |
9 |
52 |
10 |
25 |
- |
- |
1 |
Квалитет и величину допуска для каждого перехода определим по [1](табл.7.1, с.150; табл.3.2, с. 46).
Элементы припуска Rz и Т, характеризующих качесиво поверхности, полученой после различных переходов обработки определим по [3](табл.4.6,с.65).
Суммарное значение пространственных отклонений для каждого из переходов определим по формуле ([3], с.73):
ρост = Кухρзаг, (8.1)
где ρост – остаточное пространственное отклонение, мкм;
Ку - коэффициент уточнения формы;
ρзаг - суммарное пространственное отклонение заготовки, мкм.
В данном случае под ρзаг понимаем пространственное отклонение полученное при сверлении, которое определим по формуле ([3],табл. 4.7, с.69):
ρ = √С0+( ухl)2 , (8.2)
где С0- смещение оси отверстия при сверлении, мкм;
у- удельный увод оси отверстия при сверлении, мкм/мм;
l – глубина отверстия, мм.
По формуле (8.2) для перехода сверление ([3], табл.4.9., с. 71):
ρ = √20+1,3х35 = 50 мкм.
Для перехода зенкерование по формуле (8.1) Ку = 0,005 ([3],с.73):
ρост = 0,005х50 = 0,25 мкм.
Для развертывания определям аналогично, ρост = 0,1 мкм.
Поскольку расчитаные значения ρост крайне малы, то ими можно пренебречь.
Погрешность базирования для заданных условий равна нулю на всех переходах.
Под погрешностью закрепления заготовки при расчете данного размера понимаем погрешность закрепления режушего инструмента в трехкулачковом патроне. Для всех переходов оно будет равно 30 мкм. по [3] (табл. 4.10, с. 75-78):
Результаты расчета припусков приведены на рис.8.1.
8.1.2 Расчет линейной технологической размерной цепи
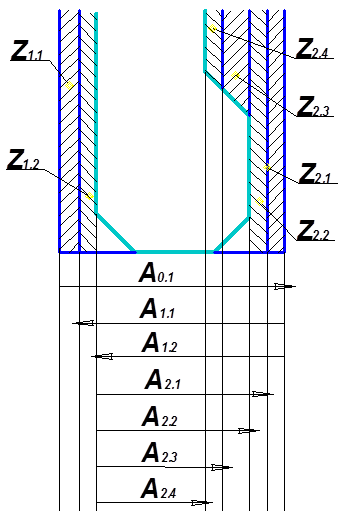 |
Рисунок 8.2 – Эскиз детали с припусками под обработку для расчета линейной технологической размерной цепи
Точность линейных размеров по h14 – 32-0,62, 36-0,62.
Этапы обработки:
А0.1 – состояние поставки заготовки – ф52-1,0+0,4 мм . Т = 1,4 мм (см. п.6);
А1.1 – черновое торцевое фрезерование IT11. Т = 0,16 мм ([1], c.58). Доминирующая погрешность (допуск на коробление) – 0,3 мм;
А1.2 – чистовое торцевое фрезерование IT8. Т = 0,062 мм.;
А2.1 – черновое торцевое фрезерование IT11. Т = 0,16 мм. Доминирующая погрешность (допуск на коробление) – 0,3 мм;
А2.2 – чистовое торцевое фрезерование IT8. Т = 0,062 мм.;
А2.3 – черновое торцевое фрезерование IT11. Т = 0,16 мм.;
А2.4 – чистовое торцевое фрезерование IT8. Т = 0,062 мм.;
Исходные данные сведем в таблицу 8.2
Таблица 8.2 – Исходные данные
|
Индекс размера |
Способ обработки |
Класс точности, квалитет |
Rz, мкм |
Диапазоны размеров |
Т, мм |
Доминирующая погр-ть |
Расчетный допуск |
|
А0.1 |
Горячекатаный прокат |
обычная точность прокатки |
160 |
30-50 |
1,4 |
- |
1,4 |
|
А1.1 |
Черновое фрезерование |
11 |
40 |
0,16 |
0,3 |
0,46 |
|
|
А1.2 |
Чистовое фрезерование |
8 |
20 |
0,062 |
- |
0,062 |
|
|
А2.1 |
Черновое фрезерование |
11 |
40 |
0,16 |
0,3 |
0,46 |
|
|
А2.2 |
Чистовое фрезерование |
8 |
20 |
0,062 |
- |
0,062 |
|
|
А2.3 |
Черновое фрезерование |
11 |
40 |
0,16 |
- |
0,16 |
|
|
А2.4 |
Чистовое фрезерование |
8 |
20 |
0,062 |
- |
0,062 |
Составим линейную технологическую размерную цепь.
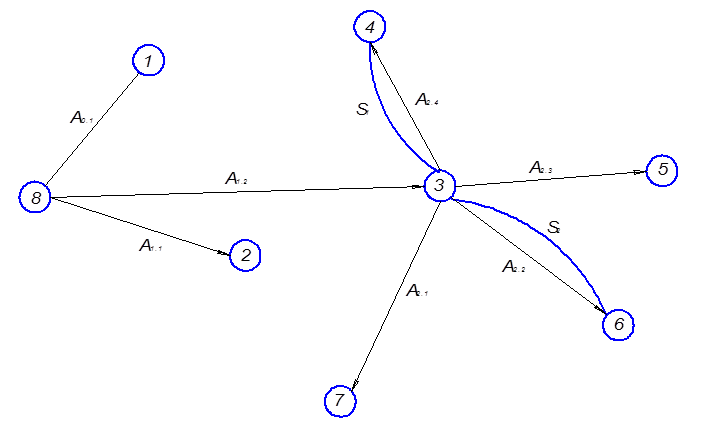 |
Рисунок 8.3 – Линейная технологическая размерная цепь
Произведем проверку:
wS1 = ТA2.4 = 0,062 < 0,62;
wS2 = ТA2.2 = 0,062 < 0,62;
Все расчеты приведены в таблице 8.3. Данные взяты из [11], с.7-11
8.1.3 Нормативное определение припусков для остальных размеров
Предварительно размеры заготовки были выбраны в разделе 6 и равны: Ф52´252мм. В данном разделе произведем назначение припусков для всех поверхностей детали. Поскольку обработка всех повехностей будет производится за одну стадию и за один проход режущего инструмента, то припуск и напуск будут сниматся за один проход. По [6](табл.3-5, c. 483- 489), [3], (табл.3.12, с.40), [8](табл.1-5, с.180-183), назначаем припуски:
- для поверхностей 1, 2, 7, 8, 9, 13, 17, 22 (см. рис. 1.1) – 1,3 мм.;
- для поверхностей 3, 10 – 1 мм.;
- для поверхности 12 – 1 мм.
8.1.4 Назначение технических требований на заготовку
1. Степень точности горячекатаного круглого проката проката – обычная (В);
2. Удельная кривизна проката – 1,3 мкм на 1 мм длины;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.