Анализируемая в данной работе деталь “Корпус АР-208.01.01”(см. приложение) входит в состав изделия “Резец расточной АР-1-208-01-01». Конструкция резца принципиально отличается от конструкций других расточных резцов. Главным отличием является механическое крепление унифицированых сменных режущих вставок с напайной твердосплавной пластиной.Благодаря такой конструкции этим резцом можно обрабатывать резанием различные материалы (в том числе стали, чугуны, цветные металлы). Резцом можно вести следующие виды работ: черновое, получистовое, чистовое растачивание сквозных и глухих отверстий, в том числе растачивание с уступами, ударами,а также нарезание внутреней метрической резьбы.При этом достаточно только сменить режущую вставку, комплект которых входит в изделие. В комплект входят: вставки с углами в плане 45°,60°,90°, а также вставки для нарезки резьбы с углом при вершине 60°. Комплектацию вставок изделия определяет заказчик. Материал режущей части пластин (по заявке заказчика) - ВК8, Т15К6, Т5К10. В комплект резца также входят: два винта (М16 и М12 соответственно), ключ для смены вставок и две подкладки.
Режущая вставка выбирается в зависимости от вида выполняемых работ. При работе режущая вставка вставляется и базируется по отверстию Ф20H9 в корпусе резца. Посадка вставки в корпусе резца- с зазором (Ф20 H9/e7).Вставка надежно закрепляется в корпусе с помощью винта М16. Удаление вставки при ее смене, регулировка ее вылета из корпуса производится при помощи винта М12. Ключ служит для приложения к винтам большего момента силы. Прокладки служат для уменьшения истирающего действия болтов резцедержателя или приспособления при закреплении резца.
Резец будет эксплуатироватся в очень неблагоприятных условиях: постоянные сотрясения и удары, вибрация, нагружение корпуса вследствии сил закрепления. Все изделие будет подвергатся действию стружки и СОЖ. Сказаное выше, а также наличие в воздухе абразивных смесей, корродирующих элементов обязало конструктора предусмотреть конструктивно-технические мероприятия по защите корпуса от влияния окружающей среды, в частности: правильный подбор материала, химико-термической обработки, защитного покрытия.
1.2 Назначение детали
Корпус «АР208-01-01» является основной деталью расточного резца. Он служит для размещения в нем режущей вставки,установочного и регулировочного винтов, а также базирования и закрепления резца в процессе работы. Его можно
представить в виде двух частей: головке, служащей для размещения сменной вставки с напайной режущей пластиной, и державки, предназначеной для базирования и закрепления инструмента в резцедержателе станка или приспособления. Головка резца наклонена по отношению к державке под углом 45* в плоскости основания. Габаритные размеры корпуса резца: 250х42х32 мм., сечение державки 32х32 мм.
Произведем описание основных и вспомогательных конструкторских баз детали на основе анализа ее служебного назначения (рис. 1.1).
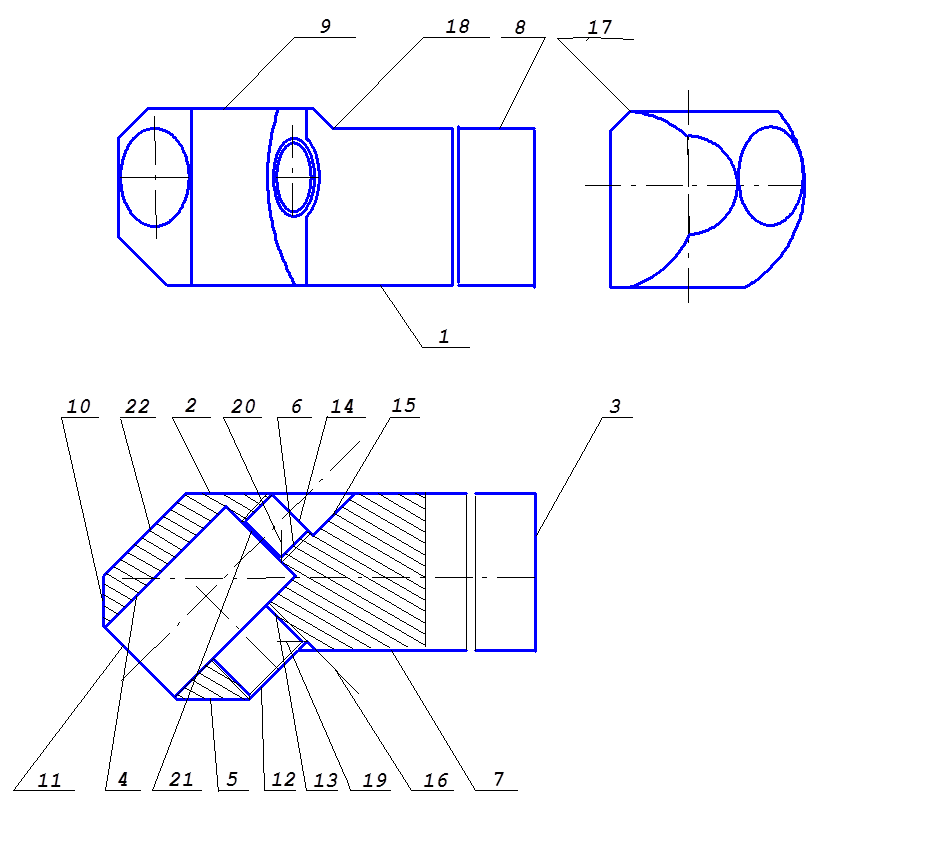
Поверхности 1, 2, 3, 7 являются основными конструкторскими базовыми поверхностями при установке изделия в резцедержателе станка или приспособлении. Основание 1 является установочной базой и лишает изделие при работе трех степеней свободы. Плоскости 2 и 7 в равной степени могут использоваться в качестве направляющей базы, лишая при этом изделие двух степеней свободы. Торец 3 будет являться опорной базой только при установке резца в приспособлении, и в этом случае будет лишать резец одной степени свободы.
Поверхность отверстия 4 является двойной направляющей базой, при размещении в нем режущей вставки и будет лишать ее при этом четырех степеней свободы. Резьбовое отверстие 5 служит для надежного закрепления сменной вставки при помощи винта М16. Поверхности 4 и 5 являются вспомогательными конструкторскими базами.
2 Анализ технических требований чертежа и определение технологических задач изготовления детали
2.1 Правильность оформления чертежа согласно ЕСКД
Технологический контроль чертежей проведем путем тщательного его изучения. Сделав это, приходим к следующим выводам:
- на чертеже приведено достаточное количество видов и разрезов, дающих полное представление о конфигурации детали и возможных методах получения заготовки, однако непонятно обозначение вида В, поскольку он на чертеже не представлен и в нем нет необходимости;
- не на все поверхности детали проставлены необходимые размеры, а некоторые из размеров проставлены неверно. В частности:
а) нет размера, задающего глубину выточки R7 (см рис. 1.2). Исходя из ее конструктивного назначения, назначим ее глубину 13мм;
б) неверна простановка размера D50, и он должен быть заменен на размер R25;
в) размер 45° (угол наклона головки резца к державке), см. рис 1.3, согласно ЕСКД должен быть проставлен на линии выноски;
- не на все имеющиеся, на чертеже размеры проставлены допуски. В частности, для размеров R7 и R9 в технических требованиях следует указать допуск на размер Н14;
-назначенные на чертеже требования точности расположения соответствуют нормативным значениям ([1], табл.5.3, с.108; табл.5.4,
с.109; табл.5.10, с.117). Однако для допуска перпендикулярности резьбового отверстия М16 относительно поверхности отверстия 4 (см. рис.1.1) и допуска пересечения осей этих же отверстий в качестве базы выбрана поверхность отверстия 4, но конструкторски правильно в качестве базы принять ось отверстия 4. Здесь же следует отметить, что базовые поверхности обозначены неверно (см.рис.1.4);
- шероховатость выбрана для всех поверхностей, хотя следует заметить, что не для всех поверхностей она является оптимальной (в частности для поверхностей 14-16, 19, 20 и др.). На всех поверхностях знак шероховатости в тело детали, однако, он неправильно проставлен в верхнем правом углу (см.рис.1.5);
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.