где Твч - время на установ и снятие детали – 0,47 мин (карта 1, с.25).
Подготовительно-заключительное время на операции определим по карте 2 (с.27):
1. Время на партию – 10 мин.
2. Время на дополнительные элементы :
- установить и снять дополнительный стол – 5,0 мин.;
- повернуть стол на угол –2,0 мин.
Таким образом:
Stп.з = 10+5+2х2 = 19 мин.
Штучно-калькуляционное время на операцию:
tп.з = 4,24 + 19/85 = 4,37 мин.
Нормирование остальных операций для процееса обработки детали «Корпус» (операции 010 и 040) осуществляем укрпненно аналогично. Результаты расчета сведем в таблицу 8.6.
Таблица 8.6- результаты технического нормирования операций 010 и 035 технологического процесса с приведением режимов обработки.
|
№, Наименование операции |
Переход |
Результаты нормирования |
||||||||||
|
t, мм |
S, мм/об |
Vф , м/мин |
nф , мин-1 |
Т0, мин |
Тв, мин |
Тшт, мин |
Тпз, мин |
Тшк, мин |
||||
|
010 токарно-винторезная |
отрезка заготовки подрезка торца |
4 |
0,05 |
204 |
1250 |
0,54 |
1,11 |
1,81 |
29,6 |
1,86 |
||
|
1 |
0,6 |
131 |
800 |
|||||||||
|
035 горизонтально-фрезерная с ЧПУ |
установ А развертывание ф20Н9 нарезание резьбы М12х1,25-7Н установ Б нарезание резьбы М16х1,5-7Н |
0,1 |
0,70 |
12,6 |
630 |
1.26 |
1,93 |
2,64 |
10 |
3.44 |
||
|
1,25 |
7,5 |
250 |
||||||||||
|
1,5 |
10,1 |
200 |
||||||||||
8.5 Разработка структуры операции
Разработку структуры операции произведем для операции 030 Вертикально-фрезерная маршрутного технологического процесса обработки детали «Вставка». Варианты обработки представлены на рисунке 8.2.
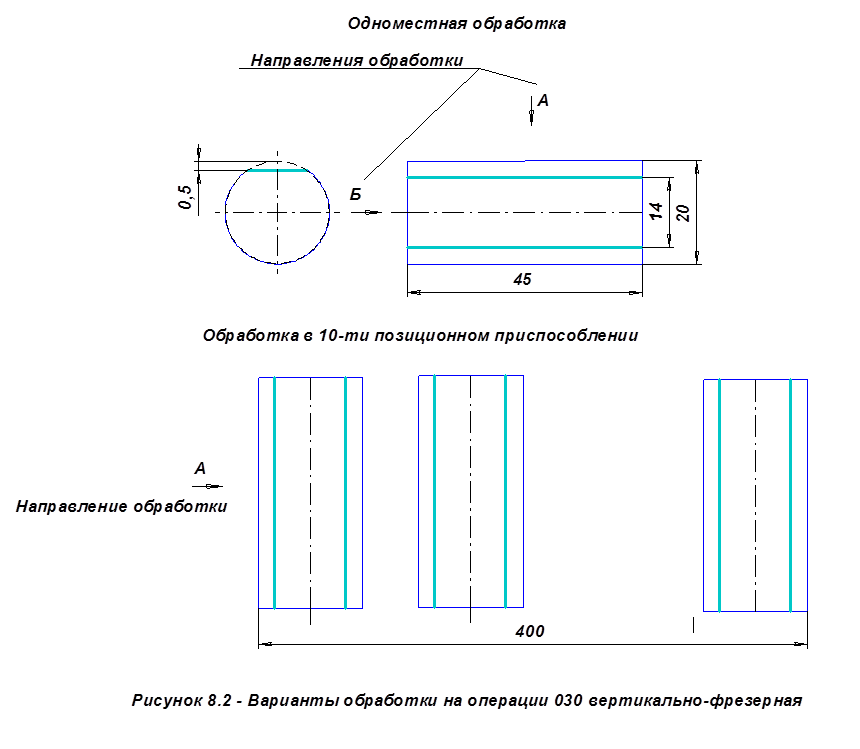
При варианте А обработка фрезерованием осуществляется вдоль оси детали торцевой фрезой ф20 мм. Длина рабочего хода – 50 мм. (определена эмпирически).
При варианте Б обработка осуществляется поперек оси детали торцевой фрезой ф50 мм. Длина рабочего хода – 30 мм. (определена эмпирически).
При варианте В обработка осуществляется поперек оси детали для 10 деталей одновременно в многоместном приспособлении торцевой фрезой ф50 мм. Длина рабочего хода – 400 мм. (определена эмпирически).
Выбор варианта обработки произведем путем расчета технологической себестоимости операций по формулам 6.3 – 6.8.
Со.з = Сп.з´Тшт/60´100,
Приведенные затраты на рабочем месте будут одинаковыми для всех 3-х вариантов обработки, поэтому оптимальным вариантом можно считать вариант с Тшт минимальным и принять этот вариант за основу.
Согласно методике расчета, приведенной выше (п.8.3 – 8.4) фактическая подача на зуб Sz составляет 0,12 мм/зуб, а фактическая скорость резания составляет 40,8 м/мин (источник тот-же). Число зубьев: для фрезы ф20 мм – 4, для фрезы 50 мм – 8. Данные расчета сведены в таблицу 8.
Таблица 8. – Режимы резания и нормы времени для различных вариантов обработки на операции 030 вертикально-фрезерная
Режимы резания |
Вариант А |
Вариант Б |
Вариант В |
|
n, мин-1 |
630 |
250 |
250 |
|
Sмин, мм/мин |
302 |
240 |
240 |
|
То, мин |
0,17 |
0,13 |
0,17 |
|
Тв, мин |
1,38 |
1,38 |
0,24 |
|
Тшт, мин |
1,67 |
1,63 |
0,44 |
Как следует из вариантов обработки наиболее оптимально является использование варианта В в качестве базового варианта.
8.6 Расчет потребного количестка оборудования
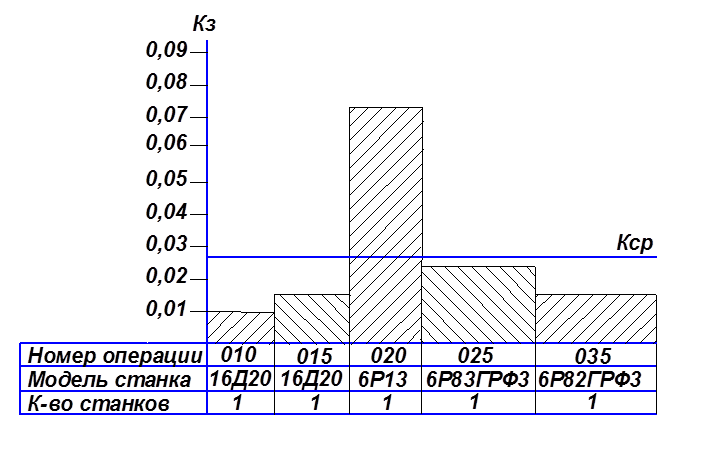 |
Рисунок 8.9 – График загрузки оборудования
9 Проектирование станочного приспособления
9.1 Исходные данные
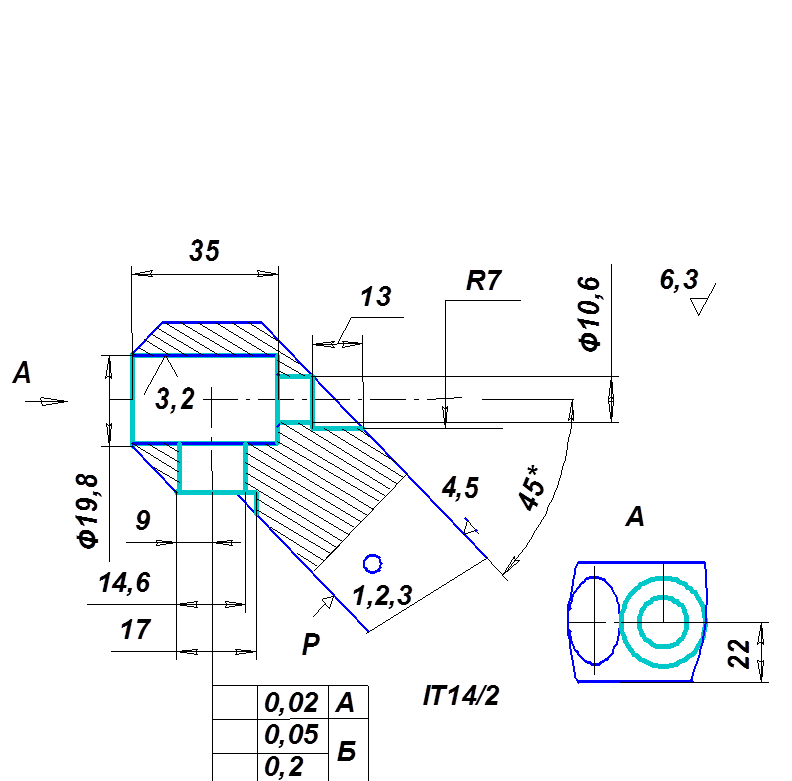
Эскиз заготовки, поступающей на операцию с выделением обрабатываемых поверхностей приведен на рисунке 9.1
 |
9.2 Выбор системы приспособления
При данном типе производства наиболее технологично представляется использование стандартизованных приспособлений многократного использования. Примем для данных условий универсальное наладочное приспособление (УНП), которое состоит из базового агрегата, представляющего собой на 80-90% готовое приспособление и наладок, которые станочник может установить на базовый агрегат или регулировать непосредственно на рабочем месте ([10], рис. 10, с.109, с. 106).
9.3 Анализ точностных параметров обрабатываемых поверхностей
Произведем анализ на примере поверхности ф20Н9, обрабатываемой на данной операции. Для остальных поверхностей эти данные представим в виде таблицы.
Внутренняя цилиндрическая поверхность ф20Н9 (номер поверхности на рис.1.1 – 4) обработана с точностью IT9 (ф20+0.052)? Т= 52 мкм. Точность формы для данной поверхности (а данном случае это будут отклонения от цилиндричности и круглости) не оговорена, поэтому принимаем допуск на них равным допуску размера. Точность расположения на чертеже не регламентирована. Степень шероховатостт Ra 1,6 мкм. Развитость поверхности l/d = 35/20 = 1,75.
Таблица 9.1- Анализ точностных параметров поверхностей, обрабатываемых на операции 025 горизонтально-фрезерная с ЧПУ ([1], табл.3.7, с.46, табл.5.2-5.5, с. 105-109)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.