3. Величина скоса по торцу не более 3°. (Данные из п.6).
8.2 Разработка операционной технологии
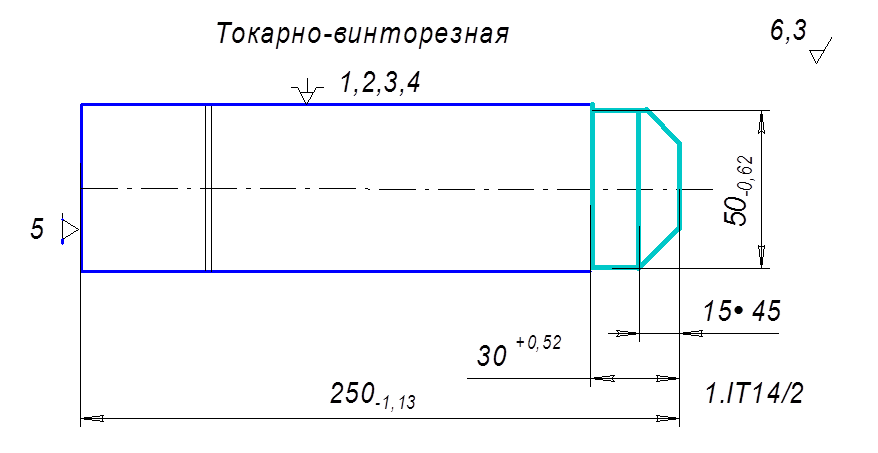
8.2.1 Разработка операционной технологии для операции 015 токарно-винторезная
На данной операцими выполняются следующие переходы:
1. подрезается торец 10 в размер 250h14 (250-1,13) мм. (см. рис. 8.1);
2. продольно точиться поверхность 5 в размер D = 50h14 (50-0,62) мм. на длину 30к14 (30+0,62) мм.;
3.
 |
В качестве базовых поверхностей можно использовать лишь поверхность А и торец 3. При этом поверхность А будет являтся двойной направляющей базой и будет лишать заготовку 4 степеней свободы, а торец 3 – опррной базой (будет лишать заготовку одной степени свободы). При закреплении силы трения будут лишать заготовку оставшийся 6 степени свободы.
Обработка будет производится на токарно-винторезном станке 16Д20. Основные паспортные данные станка ([6], прил. 1, с. 421):
1. частота вращения шпинделя ,мм/об: 12,5;16;20;25;31,5;40;50;63;80;100;125;200;250;315;400;500;630;800;1000;1250;1600;
2. продольная подача, мм/об: 0,05;0,06;0,075;0,09;0,1;0,125;0,15;0,175;0,2;0,25;0,3;0,35;0,4;0,5;0,6;0,7;0,8;1,0;1,2;1,4;1,6;2,0;2,4;2,8;
3. поперечная подача, мм/об: 0,025;0,03;0,0375;0,045;0,05;0,0625;0,075;0,875;0,1;0,125;0,15;0,175;0,2;0,25;0,3;0,35;0,4;0,5;0,6;0,7;0,8;0,9;1,0;1,2;1,4;
4. мощность двигателя Nд= 10 кВт;
5. КПД станка h= 0,75;
5. максимальная составляющая силы резания, допускаемая механизмом подачи: Рх = 6000 Н, Ру= 2500 Н.
Станочное приспособление – патрон трехкулачковый, самоцентирующиеся спирально-реечный, обычного класса точности Н, ф200 мм. 7100-0008 ГОСТ 2675-80.
Режущий инструмент – резец токарный проходной правый, с механическим креплением четырехгранной пластины. Обозначение резца 2103-1007-Т15К6 ГОСТ 26611-85.
Измерительный инструмент – штангенциркуль ШЦ-2-250-0.1 ГОСТ 169-89.
8.2.2 Разработка операционной технологии для операции 020 вертикально-фрезерная
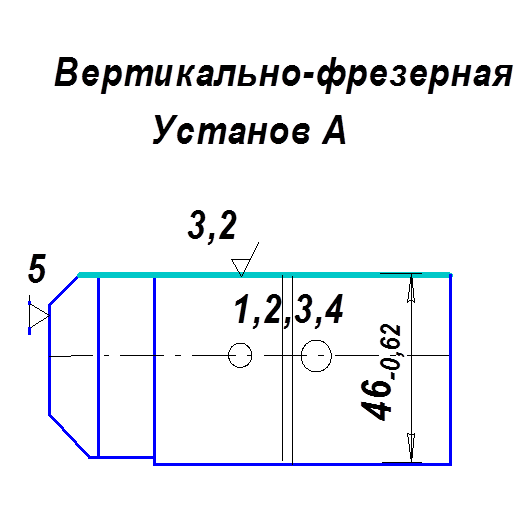 |
Рисунок 8.5 – Эскиз обработки на операции 020 вертикально-фрезерная
На данной операцими выполняются следующие переходы:
1. фрезеруется поверхность основания 1 (см. рис. 8.3) в размер 46h14 (46-0,62) мм;
2. фрезеруется плоскость 2 в размер 43h14 (43-0,62) мм.;
3. фрезеруется поверхность головки 9 в размер 36h14 (36-0,62) мм., поверхность державки 8 в размеры 32h14 (32-0,62) и 40h14 (40-0,62) мм;
4. фрезеруется плоскость 7 в размеры 30h14 (30-0,62) мм и 32h14 (32-0,62) мм.;
5. фрезеруется поверхность фаски 17 в размер 4´45° (поIT14).;
6. фрезеруется поверхность фаски 22 до полного снятия напуска.
В качестве базовых поверхностей на различных переходах удобнее всего представляется использование наружной цилиндрической поверхности заготовки А (при этом поверхность А будет являтся двойной направляющей базой и будет лишать заготовку 4 степеней свободы) и одного из торцев (опорная база – лишает 1 степени свободы), а после формирования чистовых баз (например поверхность основания) использовать их в качестве баз.На рисунке 8.2 приведен пример базирования и закрепления заготовки на 1 переходе.
- Обработка будет производится на вертикально-фрезерном станке 6Р13. Паспортные данные станка ([6], прил. 1, с. 443), а также см. рис. 8.7:
1 частота вращения шпинделя ,мм/об: 16;20;25;31,5;40;50;63;80;100;125;200;250;315;400;500;630;800;1000;1250;1600;
2 продольная и поперчная подача, мм/мин: 12,5;16;20;25;31,5;40;50;63;80;100;125;200;250;315;400;500;630;800;1000;1250;
4 мощность двигателя Nд= 10 кВт;
5 КПД станка h= 0,75;
6 максимальная составляющая силы резания, допускаемая механизмом подачи- 20000 Н;
7 Конец шпинделя – 6-50 ГОСТ 24644-81
Станочное приспособление – однопозиционное, с набором сменных наладок и пневматическом зажиме АР-072.00.00.
Режущий инструмент – фреза торцевая насадная с механическим креплением ромбических твердосплавеых пластин ф 250 мм. Обозначение 2214-0161-Т15К6 ГОСТ 26595-85. Материал режущей части пластин – Т15К6. Посадочное отверстие ф 50 мм.
Вспомогательный инструмент- оправка насадная для торцевых фрез 6222-0139 ГОСТ 26538-85 с хвостовиком конусностью 7:24 с торцевой шпонкой. Измерительный инструмент – штангенциркуль ШЦ-1-125-0.1 ГОСТ 169-89.
8.2.1 Разработка операционной технологии для операции 025 горизонтально-фрезерная с ЧПУ
На данной операцими выполняются следующие переходы (см. рис 8.4):
Установ А:
Фрезерование выточки R7 выдерживая размер 13IT14/2 (13±0,215)мм.;
Установ Б:
1. Центрование;
2. Сверление отверстия под резьбу диаметром 10,6 мм. ([ ],табл.10, с.18);
3. Рассверливание отверстия диаметром 19,2 мм. (см. раздел 8.1)
4. зенкерование отверстия диаметром 19,8 мм.(там же);
Установ В:
1. Центрование;
2. Сверление отверстия под резьбу диаметром 14,5 мм. ([ ],табл.10, с.18);
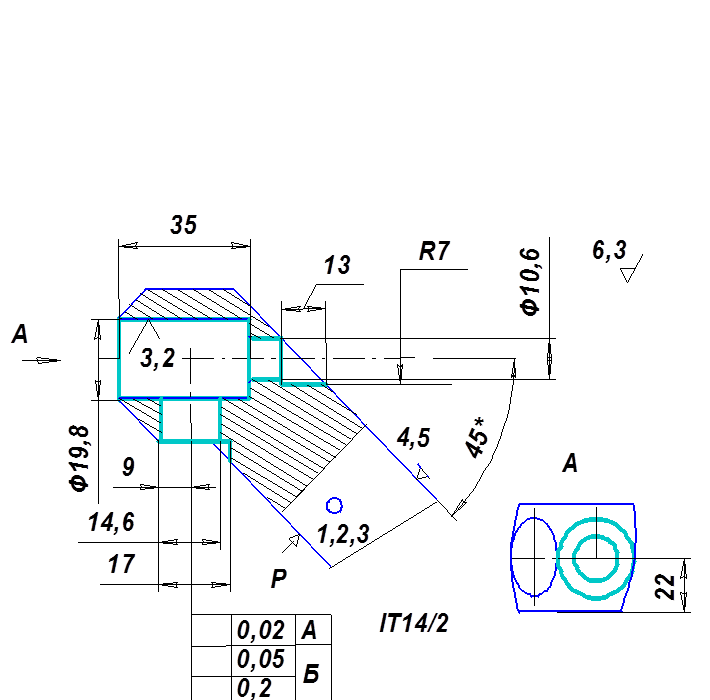 |
Рисунок 8.6 – Эскиз обработки детали на операции 025 горизонтально- фрезерная с ЧПУ
В качестве базовых поверхностей удобнее всего представляется использование обработаных начисто наружных плоскостей детали 1 и 2, которые являются технологическими базами. Поверхность 2 будет являтся установочной базой, и будет лишать заготовку 3 степеней свободы, а поверхность 1 в данном случае – направляющей (лишает 2 степеней свободы). На рисунке 8.3 приведен пример базирования и закрепления заготовки на 2 переходе.
Обработка будет производится на горизонтально-фрезерном станке с ЧПУ 6Р82ГФ3. Основные паспортные данные станка (рис.8.7):
Станочное приспособление – ТМ 997014.05.00.00.СБ
Режущий инструмент – Фреза концевая ф14 мм. 2220-0001 Р6М5 ГОСТ 17026-71. Посадочный диаметр ф12 мм.
- Сверло центровочное комбинированое, тип 2, ф5 мм. 2317-0008 ГОСТ 14952-75. Посадочный диаметр ф5 мм Форма заточки режущей кроки Н;
- Сверло спиральное с коническим хвостовиком ф 10,6 мм. 2301-3426, ГОСТ 12121-77. Конус морзе №1;
- Сверло спиральное ф 14,4 мм. 2301-3442 ГОСТ 12121-77., Конус морзе №2;
- Сверло спиральное ф 19,4 мм. 2301-3458, ГОСТ 12121-77. Конус морзе №2;
- Зенкер цельный с коническим хвостовиком ф 19,8 мм. 2323-0015 ГОСТ 12489-71. Конус морзе №2;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.