Контрольная операция, производится после чистовой токарной обработки. Цель операции состоит в том, чтобы убедиться выдержаны ли технические и технологические требования, заложенные конструктором, при изготовлении данной детали, соответствуют ли её параметры тем допускам которые указаны на чертеже.
Разрабатываемое мной приспособление, призвано облегчить и упростить контроль допуска на торцевое биение. Используем таблицы [ с.30-34].
Необходимо применить активный метод контроля – когда по результатам контроля устраняется наростание систематической погрешности.
Торцевое биениение измеряется относительным методом измерения, который основан на сравнении измеряемой величины с известным значением меры, т. е. даёт только отклонение параметра от установочной меры.
КИП прямого метода измерения – искомое значение измеряемой величины или отклонения от неё определяется путём непосредственного сравнения измеряемой величины по показаниям прибора, проградуированного в принятых единицах измерения.
Применяем контактный метод измерения, с точечным контактом.
Для контроля торцевого биения применяем динамический контроль.
Из условий: удобства установки контролируемой детали относительно базовых поверхностей КИП; компактности КИП, выбираем вертикальное расположение детали при контроле.
Форма выдачи прибором результатов измерения должна быть представлена в виде отсчёта по шкале.
Физический принцип преобразования измерительной информации – механический, рычажно-зубчатый.
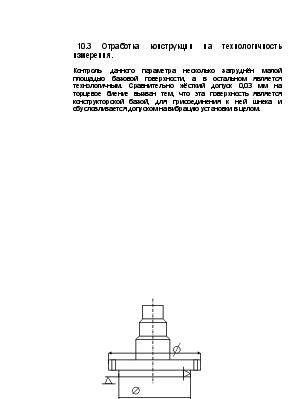
10.3 Отработка конструкции на технологичность измерения.
Контроль данного параметра несколько затруднён малой площадью базовой поверхности, а в остальном является технологичным. Сравнительно жёсткий допуск 0,03 мм на торцевое биение вызван тем, что эта поверхность является конструкторской базой, для присоединения к ней шнека и обусловливается допуском на вибрацию установки в целом.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.