3.3 Депо для ремонта пассажирских вагонов
План главного производственного корпуса депо для ремонта пассажирских вагонов приведен на рисунке 3.4. Основные принципы размещения участков и отделений депо для ремонта пассажирских вагонов те же, что и для грузового вагонного депо. В соответствии с особенностями конструкции пассажирских вагонов депо имеет ряд дополнительных производственных участков и отделений и несколько иное оборудование. Перед постановкой в ремонт вагоны внутри и снаружи обмывают и дезинфицируют.
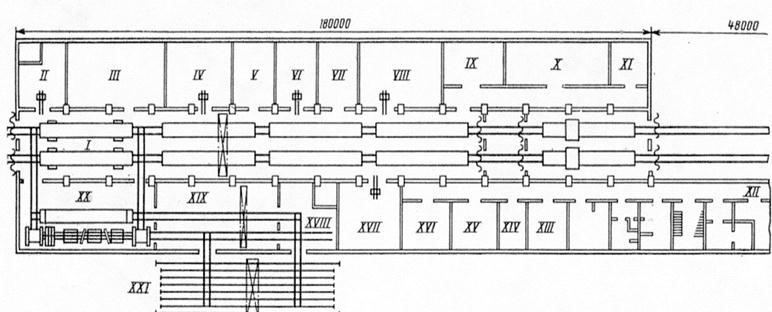
I-вагоносборочный участок с малярным отделением; II-отделение ремонта автосцепки; III-участок ремонта электрооборудования вагонов; IV-участок ремонта холодильного оборудования; V-отделение для ремонта приборов отопления и водоснабжения; VI-кровельно-жестяницкое отделение; VII-отделение ремонта автотормозов; VIII-столярное отделение; IХ-стекольно-обойное отделение; Х-электросварочное отделение; ХI-слесарно-механическое отделение; ХIII-служебно-бытовые помещения; ХIII-ремонт генератора; ХIV-кладовая; ХV-инструментальное отделение; ХVI-отделение ремонта и изготовления деталей из полимеров; ХVII-отделение для ремонта замков и фильтров; XVIII-кузнечно-пружинное отделение; ХIХ-участок ремонта роликовых подшипников; ХХ-тележечно-колесный участок; ХХI-парк тележек и колесных пар.
Рисунок 3.4 - План производственного корпуса депо для ремонта пассажирских вагонов
Для механизации работ, связанных с ремонтом тележек пассажирских вагонов, применяется технологическая оснастка. Оснастка рассчитана на ремонт 2000 тележек в год, занимает площадь 360 м2, а конвейерная линия имеет длину 36 м. Тележки, выкаченные из-под вагона на вагоносборочном участке, машиной для их ремонта захватываются и перевозятся в тележечное отделение. Здесь с помощью гайковертов, установленных на ремонтной машине, отвинчивают гайки шпинтонов и опускают колесные пары, которые направляют в отделение для их ремонта. Тележки перевозят машиной на поточную линию и опускают на технологические тележки на первую позицию конвейера. Затем тележку перемещают конвейером в моечную машину, которая расположена на второй позиции. Обмывка осуществляется горячей водой при давлении 1,98 МПа путем перемещения подвижных сопел вокруг тележки. После обмывки тележку перемещают конвейером на третью позицию. Механически связанные тележки конвейера имеют ход 6 м, равный расстоянию между позициями. Позиции конвейера снабжены подъемниками. Для возврата конвейера в исходное положение вагонные тележки поднимают на всех позициях, и освободившиеся технологические тележки конвейера возвращают в исходное положение. После этого вагонные тележки вновь опускают на технологические тележки конвейера, и ремонт продолжается. Время, затрачиваемое на перемещение и возвращение конвейера в исходное положение, составляет 3 мин. На третьей позиции тележки разбирают с помощью пресса, кантователя и крана, снимают рычажную передачу. С помощью пресса сжимают центральное подвешивание и разбирают. Затем кантователем раму тележки поворачивают. В таком положении контролируют расстояние между шпинтонами и осматривают нижнюю часть тележки. Далее раму разобранной тележки перемещают на четвертую позицию для сборки тележки. На пятой позиции устанавливают мелкие детали и выполняют окончательную сборку. С шестой позиции тележку поднимают. На поднятую тележку с помощью машины устанавливают колесные пары и завинчивают гайки шпинтонов. Затем тележку перемещают на вагоносборочный участок для подкатки под вагон.
Программа отделения определяется количеством тележек, поступающих от вагоносборочного участка (100%), и тележек, выкатываемых из-под вагонов, отправляемых в текущий отцепочный ремонт (15—20%).
Участок по ремонту электрооборудования пассажирских ЦМВ предназначен для выполнения деповского и текущего ремонтов, технических осмотров и ревизии электрического оборудования пассажирских вагонов. Узлы электрооборудования ремонтируют обезличенным способом, т. е. заменяют неисправные узлы новыми или заранее отремонтированными. Готовую продукцию направляют в кладовую, откуда выдают для монтажа на вагон.
Элементы и узлы электрооборудования, требующие после ремонта наладки и регулирования на стенде, выдают на вагон только в запломбированном виде. Отсутствие или нарушение пломб расценивается как неисправность.
На участке имеются следующие отделения: для ремонта электрических машин, ремонта электроаппаратуры, радиоаппаратуры и контрольно-измерительных приборов, аккумуляторов, ремонта несъемного электрооборудования, проведения технических осмотров и ревизий, ремонта редукторно - карданных приводов. Перечень отделений может измениться в зависимости от особенностей конструкции приписанных к депо пассажирских вагонов.
Участок для ремонта холодильных установок пассажирских вагонов предназначен для выполнения деповского и текущего ремонтов, технических осмотров и ревизии холодильного оборудования пассажирских вагонов. Участок ремонта холодильных установок пассажирских вагонов имеет отделения: отделение разрядки холодильных агрегатов от хладона и масла и их зарядка; отделение демонтажа, очистки и обмывки; отделение ремонта и испытания контрольно-измерительных приборов, автоматики и запорной арматуры; отделение разборки, сборки и испытания холодильных агрегатов и компрессоров; отделение ремонта компрессоров; отделение ремонта теплообменных аппаратов, аккумуляторных плит и фильтров осушителей; малярное отделение.
Ремонт холодильного оборудования выполняется по принципу замены неисправных узлов и деталей заранее отремонтированными или новыми. Ремонтные и профилактические работы, обеспечивающие исправное состояние холодильного оборудования пассажирских вагонов выполняют на специальном участке.
Ремонтно-комплектовочный участок пассажирского депо (кроме отделений для ремонта автосцепки, слесарно-механического, электрогазосварочного, рессорно-пружинного и автотормозного, рассмотренных при описании грузового депо) включает дополнительно следующие отделения.
Отделение по ремонту гидравлических гасителей колебаний тележек пассажирских вагонов размещается в трех отдельных помещениях: очистки гасителей колебаний; ремонта и ревизии, окраски, хранения и регенерации рабочей жидкости.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.