При изготовлении на заводе конструкции пролетных строений разбивают на монтажные блоки. В пролетных строениях со сплошной стенкой эти блоки обычно имеют длину до 21 м, что определяется в основном возможностями перевозки железнодорожным транспортом. Ширину монтажных блоков также в большинстве случаев назначают в соответствии с габаритными требованиями на железных дорогах. Толщину блоков обычно делают небольшой для большего удобства перевозки и монтажных работ. Так как прокат имеет ограниченные размеры по длине и ширине, завод при изготовлении монтажных блоков устраивает заводские стыки в соответствии с имеющимся на заводе прокатом. В современных сварных конструкциях все заводские стыки делают сварными. При этом завод гарантирует равнопрочность стыка и основного металла. Поэтому при проектировании не рассматривают заводские стыки. Монтажные стыки, которыми соединяют блоки заводского изготовления на строительной площадке, должны перекрывать все элементы сечения пролетного строения. Их конструкция должна обеспечивать прочность соединения, а также быть удобной при монтаже.
В клепаных конструкциях монтажные стыки выполняли на заклепках. Их конструкция была достаточно сложной и требовала соблюдения ряда правил. В современных сварных мостах монтажные стыки выполняют на высокопрочных болтах или на сварке. Пока соединения с применением монтажной сварки делают реже, чем фрикционные соединения на высокопрочных болтах. Это объясняется трудностью обеспечения требуемого качества сварки на монтаже, особенно при плохих климатических условиях (ветер, дождь, мороз).
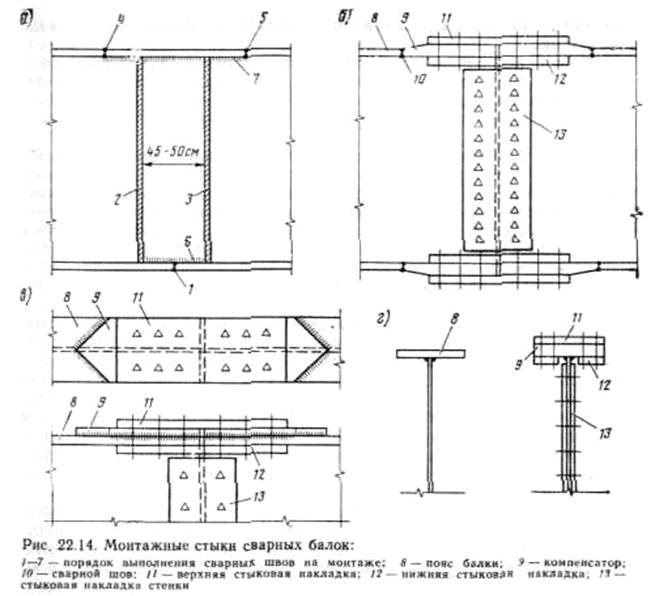
Конструкция и порядок выполнения сварного монтажного стыка (рис. 22.14, а) должны учитывать использование сварочных автоматов. Сначала с применением автоматической сварки делают шов 1 нижнего пояса балки. Для обеспечения свободного движения сварочного автомата по нижнему поясу в стенке делают проем. Затем в проем стенки вставляют лист и сваривают автоматом с вертикальным движением швы 2 и 3. В верхнем поясе также в это время существует проем для прохода сварочного автомата. Далее устанавливают в проеме верхнего пояса стыковой лист и выполняют швы 4 и 5. После этого делают поясные швы 6 и 7.
Чаще всего в сварных балках устраивают монтажные швы с передачей усилий через трение (фрикционное соединение) на высокопрочных болтах. В таких соединениях силы трения, достаточные для передачи усилий в стыке, создают за счет обжатия стыка болтами из высокопрочной стали.
Монтажные стыки на высокопрочных болтах перекрывают накладками. Вертикальную стенку перекрывают накладками с двух сторон, а стык листов поясов односторонними или двухсторонними накладками (рис. 22.14, б). В районе стыка сварочное сечение получает ослабление отверстиями для болтов, которое не предусматривается при подборе сечений балок. Поэтому около монтажных швов часто устраивают компенсаторы (см. рис. 22.14, б, в, г). Компенсаторы должны создавать ослабленную отверстиями площадь сечения около стыка, равноценную сварным сечениям без ослаблений. Утолщение поясных листов около стыков (компенсаторы) осуществляют или наваркой дополнительных листов на лист пояса (рис. 22.14, в), или приваркой более толстого листа к поясу по концам монтажного блока (см. рис. 22.14, б, г). Возможно устройство стыка на высокопрочных болтах без компенсаторов в поясах, если стык расположен в сечении с достаточным запасом прочности, превышающим потери за счет создания отверстий для болтов.
Вертикальная стенка практически всегда не требует устройства компенсаторов, так как обычно се размеры назначаютиз условия устойчивости и по прочности она имеетвполне достаточные запасы.
22.8. Особенности конструкции балок сталежелезобетонных пролетных строений
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.