Теоретические материалы для помощи студентам, выполняющим
курсовые проекты и работы по дисциплинам "Металлорежущие станки"
и "Оборудование автоматизированного производства"
Фрагменты из источников
Иноземцев А.Н. Металлорежущие станки: учеб. пособие / А.Н. Иноземцев, Г.В. Сундуков, Г.В. Шадский. -Тула: Тул. гос. ун-т, 2002. -183 с.
Иноземцев А.Н. Иллюстрационно-дидактические материалы: прил. к учеб. пособию "Металлорежущие станки" / А.Н. Иноземцев, Г.В. Сундуков, Г.В. Шадский; Тул. гос. ун-т. -Тула, 2002. -97 с.
_________________________________________________________________________________________
2 Основные узлы и механизмы станков
2.1 Базовые детали и направляющие
2.1.1 Назначение базовых деталей и направляющих
Базовые детали металлорежущих станков служат для создания требуемого пространственного размещения узлов, несущих инструмент и обрабатываемую деталь, и обеспечивают точность их взаимного расположения под нагрузкой. К базовым деталям относят станины, основания, колонны, стойки, поперечины, ползуны, траверсы, столы, каретки, суппорты, планшайбы, корпуса шпиндельных бабок и т.п.
Направляющие обеспечивают правильность траектории движения заготовки и (или) инструмента, точность перестановки узлов и восприятие внешних сил. Во многих случаях направляющие выполняют как одно целое с базовыми деталями.
Базовые детали и направляющие должны иметь:
- первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической точности станка;
- высокую жёсткость, определяемую контактными деформациями подвижных и неподвижных стыков, местными деформациями и деформациями самих базовых деталей;
- высокие демпфирующие свойства, т.е. способность гасить колебания между инструментом и заготовкой от действия различных источников вибраций;
- долговечность, которая выражается в стабильности формы базовых деталей и способности направляющих сохранять первоначальную точность в течение заданного срока эксплуатации.
Кроме того, базовые детали должны иметь малые температурные деформации, из-за которых могут произойти относительные смещения между инструментом и заготовкой, а направляющие должны обладать малой величиной и постоянством сил трения, так как от этого зависит точность позиционирования узлов станка.
Перечисленные основные требования, предъявляемые к базовым деталям и направляющим станков, могут быть удовлетворены при правильном выборе материала и реализации при конструировании общих принципов, независимых от многообразия форм деталей.
Конструирование базовых деталей – это поиск компромиссного решения между противоречивыми требованиями при создании конструкций:
- жёстких, но имеющих малую массу;
- простых по конфигурации, но обеспечивающих высокую точность;
- дающих экономию металла, но учитывающих возможности литейной технологии при проектировании литых конструкций и возможности технологии сварных конструкций.
2.1.2 Виды базовых деталей
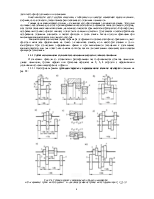
Основные неподвижные и подвижные узлы станка монтируются и устанавливаются на станине. Станины бывают в зависимости от расположения оси станка горизонтальными и вертикальными. Они имеют, как правило, коробчатую форму с внутренними рёбрами жёсткости и перегородками.
Форма поперечного сечения горизонтальных станин определяется требованиями жёсткости, расположением направляющих, условиями удаления стружки и охлаждающей жидкости, размещением в станинах различных механизмов, агрегатов и резервуаров для масла и охлаждающей жидкости.
Внутренние полости между стенками часто делают замкнутыми и оставляют в них стержневую смесь. Замкнутый профиль имеет более высокую жёсткость (особенно на кручение), чем разомкнутый, а сыпучий материал во внутренней полости повышает демпфирующие свойства станины.
Форма сечений вертикальных станин (стоек) зависит от действующих на них сил. У большинства станков момент сил, действующих на стойку у основания, больше, чем момент сил, действующих сверху, поэтому стойки выполняют расширяющимися книзу хотя бы в одной плоскости.
В станках с вертикальными станинами для повышения их устойчивости и в станках с неподвижной заготовкой для уменьшения их массы и габаритов (станки радиально-сверлильные, консольно-фрезерные, вертикально-сверлильные, тяжелые расточные и др.) применяют плиты. Конструктивно плиты выполняют в виде пластины с системой стенок и рёбер или двух пластин, скрепленных стенками и рёбрами. Высота плит не должна быть меньше 1/10 длины плиты.
шпиндельные бабки, коробки скоростей и подач, фартуки и т.п. служат для размещения передач приводов. чаще они имеют форму параллелепипеда, реже – цилиндра (многошпиндельные токарные автоматы). Жёсткость таких деталей увеличивают за счёт увеличения жёсткости стенок непосредственно в месте приложения нагрузки путём выполнения бобышек и рёбер. Диаметр бобышки обычно принимается не более 1,4-1,6 диаметра отверстия, а её высота – до 2,5-3 толщин стенки.
Отверстия в стенках снижают жёсткость коробок пропорционально соотношению площадей отверстия и стенки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.