При однорукояточном управлении могут применяться различные системы и в частности:
- с плоскими или цилиндрическими (рис. 2.15,з) кулачками – для последовательного переключения скоростей;
- с дисками переключения (рис. 2.15,и) – для избирательного (селективного) переключения скоростей. Системы избирательного переключения позволяют перейти от одной скорости к любой другой, минуя все промежуточные варианты, что сокращает время переключения.
Ещё большее сокращение времени на переключение достигается при применении систем управления с предварительным набором или выбором скорости (преселективных систем). В таких системах большая часть манипуляций, необходимых для переключения, производится во время работы станка без изменения установленного для данной операции режима работы. После окончания этой операции скорость быстро переключается одним движением рукоятки или нажатием кнопки.
В крупных и уникальных станках, в станках, обрабатывающих токсичные и т.п. материалы, применяются системы дистанционного управления, позволяющие оператору производить большую часть необходимых операций управления, оставаясь на значительном расстоянии от управляемых узлов станка.
2.3 Шпиндели и шпиндельные узлы
Шпиндель является конечным звеном привода главного движения и предназначен для крепления инструмента или заготовки.
Шпиндельный узел в целом (шпиндель, его опоры, элементы кинематической цепи, смонтированные на нём) предназначен для осуществления точного вращения инструмента или обрабатываемой заготовки. Шпиндельный узел – ответственейшая часть станка и качество элементов этого узла и его сборки оказывает существенное, часто лимитирующее, влияние на точность, производительность и надёжность всего станка.
Шпиндельные узлы станков должны обеспечивать: быстрое и точное закрепление инструмента или обрабатываемой детали в шпинделе; передачу на инструмент или заготовку требуемых режимов резания; точность вращения шпинделя; необходимые быстроходность, жёсткость и долговечность; высокие динамические качества; минимальные тепловыделения и температурные деформации. Рассмотрим подробнее некоторые из этих качеств и критериев.
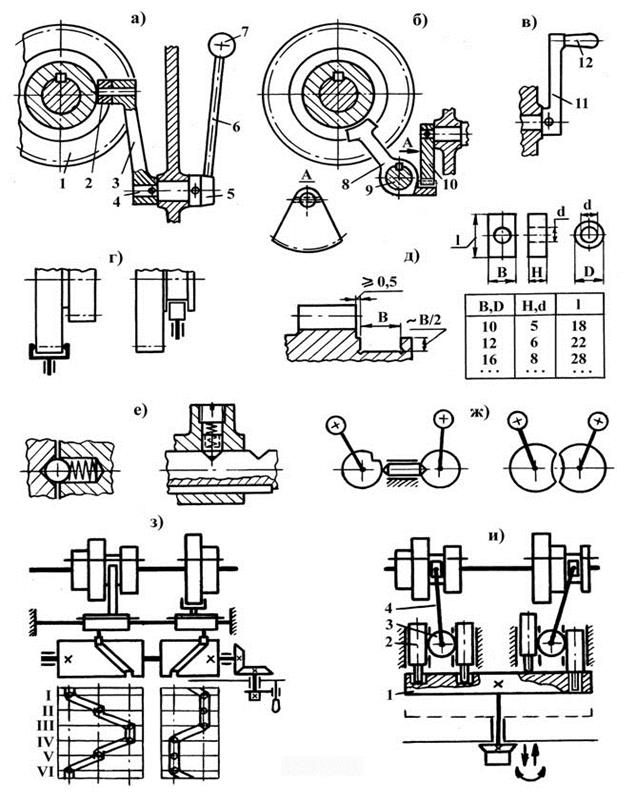
Рис. 2.15. Управление передвижными блоками шестерен:
а,б, в – варианты решений при многорукояточном управлении: 1 – передвижной зубчатый блок; 2 и 3 – переводные камень и рычаг; 4 – ось; 5 – ступица; 6 – стержень; 7 и 12 – ручки; 8 – ползун с рейкой и вилкой; 9 – направляющая скалка; 10 – зубчатый сектор; 11 – рукоятка; г – схемы захвата блока с помощью переводных вилки и камня; д – формы переводных камней и канавок под них на блоках; е – варианты фиксирующих устройств; ж – варианты блокирующих устройств; з – вариант решения механизма однорукояточного управления с кулачком для последовательного переключения скоростей; и – вариант решения механизма однорукояточного управления для избирательного (селективного) управления: 1 – диск переключения;
2 – штанги с рейками; 3 – реечные шестерни; 4 – переводные рычаги
Точность вращения шпинделя оценивается по величине радиального и осевого биения его переднего конца. Предельные значения этих параметров для универсальных станков конкретных классов точности устанавливаются ГОСТами; для специальных станков они определяются в зависимости от требуемой точности обработки:
![]()
где ![]() – допустимое биение шпинделя;
– допустимое биение шпинделя;
![]() – допуск на
лимитирующий размер готового изделия.
– допуск на
лимитирующий размер готового изделия.
Для обеспечения требуемой точности вращения выбирают подшипники примерно в три раза точнее, чем допустимое биение шпинделя.
Быстроходность оценивается показателем b=n·d, мм/мин, где d – диаметр шейки шпинделя под передний подшипник, а n – частота вращения шпинделя. Для опор разных типов принимаются следующие максимальные значения показателей b:
- опоры на подшипниках качения: (2-2,5)·106;
- гидростатические опоры: (1,5-1,8)·106 (ограничено потерями мощности);
- аэростатические опоры: (2,5-3)·106 (ограничено риском потери устойчивости).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.