где Кn– коэффициент положения поверхности (поверхность расположена внизу отливки Кn = 1; сбоку Kn = 1,1 и сверху Kn = 1,3); КМ – коэффициент материала отливки (чугунное литье КМ = 0,8); Кл – класс точности отливок (1 – массовое производство, 2 – серийное производство, 3 – ручная формовка); D – размер, на который назначается припуск,; L – наибольшая габаритная длина детали.
Z140 = 1 · 0,8 · 20,5 · 1400,2 · 1820,05 = 4 мм;
Z127 = 1 · 0,8 · 20,5 · 1270,2 · 1820,05 = 3,9 мм;
Z10 = 1 · 0,8, · 20,5 · 100,2 · 1820,05 = 2,3 мм;
Z8 = 1 · 0,8 · 20,5 · 80,2 · 1820,05 = 2,2 мм;
Z66 = 1 · 0,8 · 20,5 · 660,2 · 1820,05 = 3,4 мм;
Z82 = 1 · 0,8 · 20,5 · 820,2 · 1820,05 = 3,5 мм;
Величина припуска для заготовок, получаемых из листового проката:
![]() , [3, с.23]
, [3, с.23]
где Zd - припуск на наибольший диаметр детали, мм; Zl - припуск на общую длину детали, мм; D - наибольший диаметр детали, мм; L - длина детали, мм; IT - квалитет размера на диаметр D (6. 7…10).
Тогда размеры припусков, рассчитанные по формуле (21) равны:
![]() мм;
мм;
![]() мм.
мм.
Приведем полученные результаты в таблицу №5.
Таблица №5
Расчет и назначение общих припусков
|
Размер детали (длина или диаметр), мм |
Величина рассчитанного припуска, мм |
Размер заготовки, мм |
|
Заготовка – литье |
||
|
Æ140 |
4 ´ 2 = 8 |
Æ148 |
|
Æ127 |
3,9 ´ 2 = 7,8 |
Æ134,8 |
|
Æ66 |
3,4 ´ 2 = 6,8 |
Æ59,2 |
|
Æ82 |
3,5 ´ 2 = 7,0 |
Æ75 |
|
10 |
2,3 ´ 1 = 2,3 |
12,3 |
|
8 |
2,2 ´ 1 = 2,2 |
10,2 |
|
Заготовка – прокат |
||
|
Æ182 |
2,83 ´ 2 = 5,66 |
Æ187,66 |
|
18 |
5,5 ´ 1 = 0,7 |
29 |
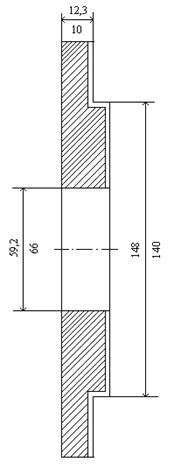
На рисунках 3 и 4 приведены виды заготовок при литье и прокате соответственно. Из них видно, что отличие только в размерах припусков. Экономическая эффективность применения того или иного способа получения крышки редуктора приведена в следующем подпункте.
|
|
|
|
Рис. 3. Заготовка при литье |
Рис. 4. Заготовка при прокате |
Из приведенных выше рисунков видно, что общие припуски на литую заготовку превышают размеры припусков при штамповке. Это говорит о том, что в первом случае материала будет расходоваться больше, что может оказать отрицательное влияние на экономические показатели данного метода.
2.3. Расчет массы заготовки
Значения общих припусков позволяют определить массу заготовки и коэффициент использования материалов. Масса заготовки определяется через объем. Для вычисления объема заготовку представляют в виде совокупности элементарных фигур: цилиндров, параллелепипедов. Объемы этих фигур суммируют, если они представляют внешние поверхности, и вычитают, если они образуют внутренние полости.
При этом обязательно учитывают напуски, предназначенные для упрощения конфигурации заготовки и скрывающие мелкие элементы детали, которые не целесообразно получать на заготовке. Кроме того, учитывается технологическая возможность получения минимальных размеров конструктивных элементов (стенок, ребер, отверстий, канавок, уступов и т.д.).
Расчет массы заготовки при литье:
![]() ,
,
где V3 – объем заготовки, мм3; r - плотность материала, кг/мм3 (чугун - 7,0 ·10-6)
V3 = V1 + V2 - V3,
где Vi – объем i-го цилиндра в мм3, рассчитанный по формуле Vi = p ·R2·l
V1 = 3, 14 · 882 · (10 + 2, 3) = 299088, 8 мм3
V2 = 3, 14 · 742 · (8 + 2, 2) = 347331, 7 мм3
V3 = 3, 14 · 29, 62 · (18 + 2, 2) = 55573, 1 мм3
V3 = 299088, 8 + 347331, 7 – 55573, 1 = 590847, 4 мм3
Таким образом, ![]() 590847,4 · 7,0 · 10-6 = 4, 14 кг
590847,4 · 7,0 · 10-6 = 4, 14 кг
Для определения рационального использования материала рассчитывают коэффициент использования материала по формуле:
Ким = Mg / M3 , [3, с.18]
где Mg – масса детали по чертежу, кг; M3 - масса заготовки.
Таким образом, Ким = 1,9 / 4,14 = 0,5
Из полученного коэффициента следует, что материал используется неэффективно, т.к. в норме этот показатель должен составлять не ниже 0,6 - 0,7.
Расчет массы заготовки при прокате:
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.