Универсальность заготовки по точности и шероховатости позволило применять для обработки поверхностей только две токарные операции, что положительно отразилось на нормах времени, параметров режимов резания. Штучно-калькуляционного времени на изготовление одной детали требуется 2,85 мин., что меньше базовых значений на 15,38 мин. Удельные капитальные вложения составляют 3,42 руб., что меньше по сравнению с первоначальным проектом на 15,34 руб. Удельная технологическая себестоимость равна 1,94 руб., т.е. экономия составляет 9,32 руб. Удельные приведённые затраты 2,45 руб., которые меньше на 11,26 руб. базового варианта. уто меньше базовых значений на 15,38 мин.
изготовления детали без механической обраастины экономически выгоднее на 0,14 руб.,
Снижение по удельным
капитальным затратам  %;
%;
Снижение технологической
себестоимости  %;
%;
Снижение итоговых
приведённых затрат  %.
%.
Таким образом, приведённые выше технико-экономические расчёты свидетельствуют об эффективности применения данного способа на производстве по сравнению с базовым вариантом.
Полученные результаты суммарных затрат на изготовление одной детали при использовании резцов со сменными пластинами вместо напайных инструментов показали, что при обработке поверхностей №№ 11, 6 и 10 экономически целесообразно использовать напайной инструмент, но при обработке поверхностей №№ 3, 4, 5, 8 выгоднее применять сменные пластины, т.е. нет чёткого преимущества в использовании какого-либо инструмента. Итоговые суммарные затраты по всем используемым инструментам показывают, что эффективнее употреблять в производстве сменные пластины, т.к. экономия составляет 0,41 руб. (17,75 %), что при годовом выпуске 700 штук обойдётся в 49,2 руб., т.е. положительно скажется на себестоимости продукции.
Следовательно, применение резцов, оснащённых сменными пластинами, может быть использован как один из способов снижения себестоимости в производстве.
Таким образом, рассмотренные технологические процессы изготовления детали «крышка» из литой чугунной заготовки, литой полимерной заготовки, из проката с механической обработкой контура и из проката без механической обработки контура показали, что наиболее целесообразно производить деталь с технической и экономической точки зрения из полимерного материала, т.е. полиамида 6. Самым затратным технологическим процессом является прокат .
СПИСОК ЛИТЕРАТУРЫ
1. ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки.
2. Арзамасов Б.Н., Макарова В.И., Мухин Г.Г. Материаловедение. – М.: Издательство МГТУ им. Н.Э. Баумана, 2002. – 648с.
3. Кузнецов В.С. Курсовое проектирование по дисциплине «Технология машиностроения». Методические указания в 2-х частях. Часть 1 – «Методические указания». Для студентов экономических специальностей. – Глазов: ГИЭИ, 2006. – 70с.
4. Кузнецов В.С. Курсовое проектирование по дисциплине «Технология машиностроения». Методические указания в 2-х частях. Часть 2 – «Справочные данные». Для студентов экономических специальностей. – Глазов: ГИЭИ, 2006. – 66с.
5. Справочник конструктора - машиностроителя. В 3-х т. Т. 1 / Под ред. В.И. Анурьева – М.: Машиностроение, 2001. – 460с.
6. Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова – М.: Машиностроение, 1986. – 656с.
7. Чернавский С.А., Боков К.Н., Чернин И.М. Курсовое проектирование деталей машин. – М.: Машиностроение, 1988. – 416с.
8. В.Г. Осетров, А.Г. Схиртландзе, В.В. Морозов, Ф.И. Плеханов, Ю.В. Пузанов, Г.Н. Главатских. – Технология сборки и механической обработки. Наладки технологические. – Глазов: Изд-во ГГПИ, 2007. – 220с.
9. ГОСТ 19903-74 Прокат листовой горячекатаный.
10. Обработка металлов резанием: Справочник технолога / Под общ. ред. А.А. Панова – М.: Машиностроение, 1988. – 736 с.
11. Каталог SANDVIK-MKTC 2000.
12. Применение и механические свойства полиамида 6: http://www.polymerbranch.com
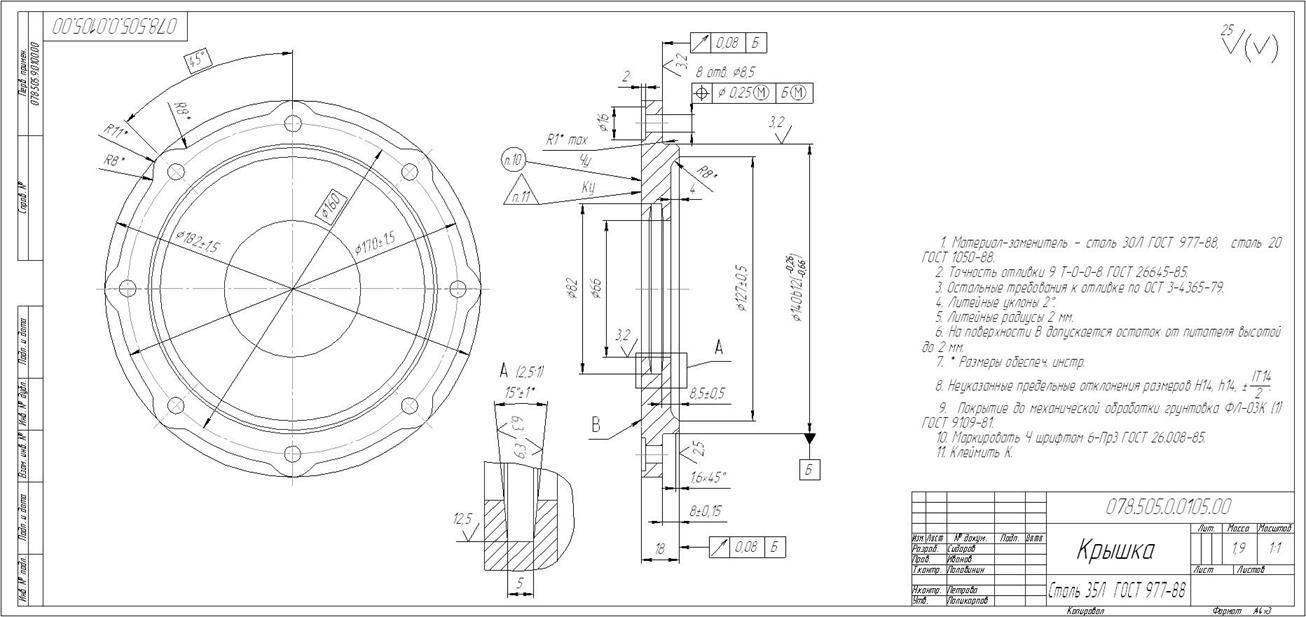
ПРИЛОЖЕНИЕ 1 (Чертеж детали)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.