|
№ |
Наименование операции |
Содержание операции |
Оборудование |
Приспособление |
Режущий инструмент |
|
005 |
Фрезерно - центровальная |
Фрезеровать торцы в размер 248 ± 0,575, центровать с двух сторон одновременно |
Фрезерно-центровальный 2Г942 |
Приспособление |
Фреза 2214-0153 ГОСТ 9473-80, центровочное сверло Ø6,7 ГОСТ 22736-77 |
|
010 |
Токарная |
Точить шейки Ø17a11 окончательно, Ø20k6 под шлифование, Ø26h14, Ø40-0,05 окончательно и фаски |
Токарно – винторезный станок 16К20Ф3 |
Вращающийся центр, поводковый патрон |
Резец 2103-0003 ГОСТ 18879-73 |
|
015 |
Токарная |
Точить шейки Ø17a11 окончательно, Ø17,5f8 под шлифование, Ø20k6 под шлифование, Ø26h14 окончательно, канавку 1,4+0,25 окончательно и фаски |
Токарно – винторезный станок 16К20Ф3 |
Вращающийся центр, поводковый патрон |
Резец 2103-0003 ГОСТ 18879-73, резец канавочный |
|
020 |
Фрезерная |
Фрезеровать четыре шлица в размер 6 до Ø14 на длину 16 |
Шлицефрезерный горизонтальный полуавтомат 5А352ПФ2 |
Центры, поводок |
Фреза 2520-0701 ГОСТ 8027-86 |
|
025 |
Фрезерная |
Фрезеровать четыре шлица в размер 6 до Ø14 на длину 40 |
Шлицефрезерный горизонтальный полуавтомат 5А352ПФ2 |
Центры, поводок |
Фреза 2520-0701 ГОСТ 8027-86 |
|
030 |
Зуборезная |
Нарезать червяк m = 4 |
Токарно – винторезный станок 16К20Ф3 |
Трехкулачковый патрон, вращающийся центр |
Профильный резец |
|
035 |
Шлифовальная |
Шлифовать шейку Ø20k6 |
Круглошлифовальный MА 1420А-500/750 - универсальный |
Центры, поводок |
ПП 200х16х127 15А 50 СМ2 10К ГОСТ 2424-83 |
|
040 |
Шлифовальная |
Шлифовать шейку Ø20k6 |
Круглошлифовальный MА 1420А-500/750 - универсальный |
Центры, поводок |
ПП 200х25х127 15А 50 СМ2 10К ГОСТ 2424-83 |
|
045 |
Шлифовальная |
Шлифовать шейку Ø17,5f8 |
Круглошлифовальный MА 1420А-500/750 - универсальный |
Центры, поводок |
ПП 200х16х203 15А 50 СМ2 10К ГОСТ 2424-83 |
|
№ опера |
Наименование операции |
Теоретическая схема базирования |
|
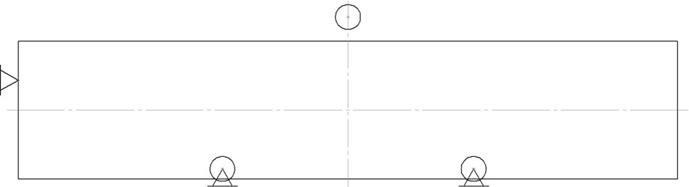
005 |
Фрезерно-центровальная |
|
|
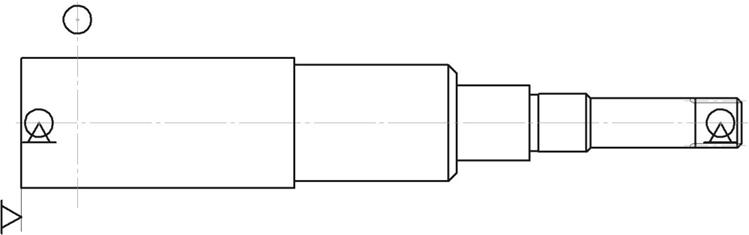
010, 020, 035 |
Токарная, фрезерная, шлифовальная |
|
|
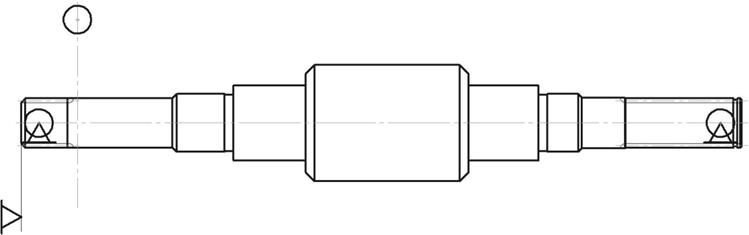
015,025, 040, 045 |
Токарная, фрезерная, шлифовальная |
|
|
030 |
Зуборезная |
|
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку может быть назначен по соответствующим справочным таблицам, ГОСТам или на основе расчетно-аналитического метода определения припусков.
Расчёт припусков выполняем по методике.
Для получения цилиндрической поверхности Ø20k6 мм, Ra 1,25 мкм необходимо выполнить следующие операции, обеспечивающие заданные параметры обработки:
Таблица 7.1 – Расчёт припусков
|
Маршрут обработки |
Элементы припуска, мкм |
Расчетный |
Допуск на промежуточные размеры, мкм |
Принятые (округленные) размеры заготовки по переходам, мм |
Предельный припуск, мм |
||||||
|
Rz |
h |
ΔS |
ε |
припуска 2Zi,мкм |
Минимальный размер, мм |
наибольший |
наименьший |
2Zimax |
2Zimin |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
11 |
12 |
13 |
|
Заготовка |
160 |
200 |
149 |
- |
- |
21,51 |
840 |
22,34 |
21,5 |
- |
- |
|
Обтачивание черновое |
63 |
60 |
8,94 |
50 |
1118 |
20,392 |
130 |
20,53 |
20,4 |
1,81 |
1,1 |
|
Обтачивание чистовое |
32 |
30 |
1 |
0 |
264 |
20,128 |
33 |
20,163 |
20,13 |
0,367 |
0,27 |
|
Шлифование |
- |
- |
- |
- |
126 |
20,002 |
13 |
20,015 |
20,002 |
0,148 |
0,128 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.