Заготовка в процессе обработки должна находиться в состоянии неподвижности. Это обеспечивается лишь в том случае, когда в контакте «заготовка - призмы» будет возникать момент трения Мтр, величина которого будет не меньше величины крутящего момента, а алгебраическая сумма всех сил, действующих в одном направлении, равна нулю.
Окружное усилие Pz = 1,2 кН (из режимов резания);
Сила Pv определится:
Pv = 0,95 · Pz · 2 = 1,14 · 2 = 2,28 (кН);
Тогда максимальный момент кручения будет равен:
![]()
Сила закрепления заготовки установленной в призме:
Где f - коэффициент трения, значения которого принимаем равными 0,16, коэффициент запаса К = 2,5, Тогда сила закрепления заготовки:
Определяем рабочий диаметр мебраны:

где
![]() - удельное давление сжатого воздуха,
- удельное давление сжатого воздуха,
 ;
;
q – сопротивление возвратной пружины.
При подаче сжатого воздуха в штуцер пневмокамеры базового блока мембрана выгибается вниз и тянет за собой шток, который тянет тяги, и те через винты с двигают призмы. Одновременно в обе камеры, мембраны и пневмоцилиндра подается сжатый воздух, для того чтобы опускался упор, осуществляющий базирование по торцу заготовки. При выпускание воздуха пружина поднимает шток мембраны и раздвигает призмы, в результате чего обеспечивается раскрепление заготовки.
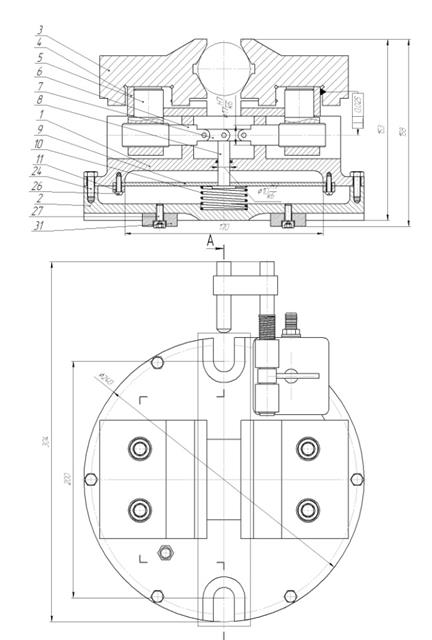
Рисунок 10.3 – Приспособление сверлильное
В качестве размера, проверяемого на точность, выберем размер 248 ± 0,575 мм, точность которого зависит от конструкции приспособления.
Общая
ожидаемая погрешность обработки D![]() на
стадии проектирования приспособления может быть определена по формуле:
на
стадии проектирования приспособления может быть определена по формуле:
D <
IT
<
IT![]() ,
,
где К - коэффициент, характеризующий отклонение действительных кривых распределения исследуемых погрешностей от кривых закона нормального распределения (в данном случае обработка производится методом настроенных станков, поэтому К=1,2);
e - погрешность установки заготовки в приспособлении;
D![]() - погрешность настройки станка;
- погрешность настройки станка;
w![]() - величина мгновенного рассеяния
размера 248 мм, зависящая от вида обработки; при работе на
фрезерных станках w
- величина мгновенного рассеяния
размера 248 мм, зависящая от вида обработки; при работе на
фрезерных станках w![]() =
0,021...0,055 мм;
=
0,021...0,055 мм;
IT![]() -
допуск проверяемого на точность размера, IT
-
допуск проверяемого на точность размера, IT![]() = 1,15 мм.
= 1,15 мм.
Погрешность установки определяется по формуле:
e= ,
,
где
e![]() -
погрешность базирования,
-
погрешность базирования,
e![]() - погрешность закрепления,
- погрешность закрепления,
e![]() - погрешность положения, вызванная
неточностью изготовления и сборки приспособления.
- погрешность положения, вызванная
неточностью изготовления и сборки приспособления.
Погрешность
базирования для размера 248 мм равна нулю, так как технологическая база
обрабатываемой поверхности при установке заготовки в приспособление совпадает с
его технологическими базами, то есть e![]() =0
=0
Погрешность
закрепления e![]() вызвана деформацией
заготовки под действием сил закрепления. Направление силы закрепления совпадает
с направлением выполняемого размера, поэтому ее величина отлична от нуля.
Используя рекомендации методики точностного расчета, величину e
вызвана деформацией
заготовки под действием сил закрепления. Направление силы закрепления совпадает
с направлением выполняемого размера, поэтому ее величина отлична от нуля.
Используя рекомендации методики точностного расчета, величину e![]() можно принимать в пределах
0,01…0,1 мм. Учитывая то обстоятельство, что заготовка устанавливается не
обработанной поверхностью на опору с плоской
поверхностью (поверхность призмы), величину погрешности закрепления
можно принять равной e
можно принимать в пределах
0,01…0,1 мм. Учитывая то обстоятельство, что заготовка устанавливается не
обработанной поверхностью на опору с плоской
поверхностью (поверхность призмы), величину погрешности закрепления
можно принять равной e![]() =
0,04 мм.
=
0,04 мм.
Погрешность положения может быть определена по формуле:
e=
где![]() -
погрешность, вызванная неточностью изготовления и сборки установочных элементов
приспособления;
-
погрешность, вызванная неточностью изготовления и сборки установочных элементов
приспособления;
e![]() - погрешность, определяемая износом
установочных элементов приспособления;
- погрешность, определяемая износом
установочных элементов приспособления;
![]() - погрешность, вызванная
неточностью установки приспособления на столе станка.
- погрешность, вызванная
неточностью установки приспособления на столе станка.
Погрешность
![]() определятся формуле:
определятся формуле:
![]() =
= ,
,
где eус1, eус2... – погрешности, вызванные неточностью изготовления и сборки установочных элементов, влияющие на точность рассматриваемого узла и указанные в технических требованиях сборочного чертежа.
Наразмер 248 мм в спроектированном приспособлении будет влиять степень
непараллельности установочной поверхности наладки относительно базовой
поверхности А, неперпендикулярность боковых поверхностей базирования
каретки на установочном элементе, то есть ![]() =0,025
+ 0,016 = 0,041 мм.
=0,025
+ 0,016 = 0,041 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.