Тшт = 0,1 + 0,3 + 0,1 +0,06 = 0,56 (мин).
Круглошлифовальный станок модели МА 1420А - 500/750 - универсальный;
Шлифовать наружную поверхность Ø20k6;
Шлифовальный круг ПП 200х16х127 15А 50 СМ2 10К ГОСТ 2424-83;
Скорость
вращательного движения заготовки ![]() = 30 м/мин;
= 30 м/мин;
Скорость
круга ![]() = 35 м/с;
= 35 м/с;
Радиальная
подача ![]() = 0,003 мм/об;
= 0,003 мм/об;
Эффективная мощность, кВт:
![]() ;
;
Диаметр шлифования d = 20 мм;
Ширина шлифования b = 21 мм;
![]() (кВт);
(кВт);
Проверка по мощности станка Nрез ≤ 1,2 · Nдв · η;
где η – КПД станка, η = 0,8;
Nдв = 4,24 кВт – мощность главного электродвигателя;
0,8 ≤ 1,2 · 4,24 · 0,8 = 4,07;
Условие по мощности станка выполнено, обработка возможна.
Основное время:
 (мин);
(мин);
Определим нормы времени механической обработки:
Тшт = То + Тв + Тобс + Тотд;
где Тшт – штучное время, мин;
То – основное время, мин. То = 0,28;
Тв – вспомогательное время на операцию, мин. Тв = 0,015 мин;
Тобс – время на обслуживание рабочего места, мин. Тобс = 0,21 мин;
Тотд – время на перерывы для отдыха и естественные надобности;
Тотд = 0,04 · 0,47 = 0,019 мин.
Тшт = 0,28 + 0,015 + 0,21 +0,019 = 0,524 (мин).
Следует разработать конструкцию фрезерного приспособления для обработки двух торцевых поверхностей в детали "червяк", выдерживая размер 248 ± 0,575 мм.
Материал заготовки - сталь 20Х. Станок – фрезерно – центровальный 2Г942. Режущий инструмент – фреза 2214-0153 ГОСТ 9473-80. Материал режущей части фрезы из твердого сплава, число зубьев фрезы z = 14.
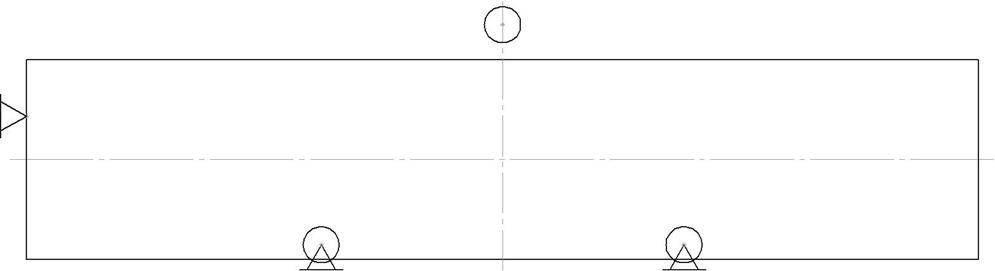
Рисунок 10.1 – Операционный эскиз
Согласно заданию предлагается разработать конструкцию станочного фрезерного приспособления для обработки торцов в детали «червяк».
Учитывая требуемую точность обработки и шероховатость получаемых поверхностей, можно утверждать, что обработку можно выполнить методом фрезерования.
Базирование заготовки производиться по образующей поверхности заготовки диаметром 45 мм. Выбранная схема базирования обеспечивает выполнение требуемых размеров и взаимного расположения поверхностей.
Обработка производится на фрезерно – центровальном станке 2Г942. Основные характеристики станка, необходимые при разработке конструкции приспособления, следующие : Пределы длины обрабатываемых деталей 100 – 1000 мм. Пределы диаметров устанавливаемых в тисках 20 – 160 мм
Выбор системы станочного приспособления зависит от типа производства, конфигурации заготовки. Можно говорить о массовом производстве (N = 150.000 штук). В таком производстве целесообразно применять специальные приспособления.
Установочные элементы приспособления обеспечивают базирование заготовки, поэтому их конфигурация определена схемой базирования, указанной на операционном эскизе (см. операционный эскиз).
В качестве зажимных элементов приспособления применяем призмы, используемые в тисках ГОСТ 21168-75.
В данном случае зажим осуществляется с помощью двух призм, с помощью них же, и производиться центрирование заготовки. Для зажима заготовки служит пневмоцилиндр установленного в корпусе приспособления.
Исходной величиной для расчёта зажимного устройства является сила закрепления заготовки. Определим эту силу, для чего составим схему сил, действующих на заготовку при её обработке (рисунок 10.2).
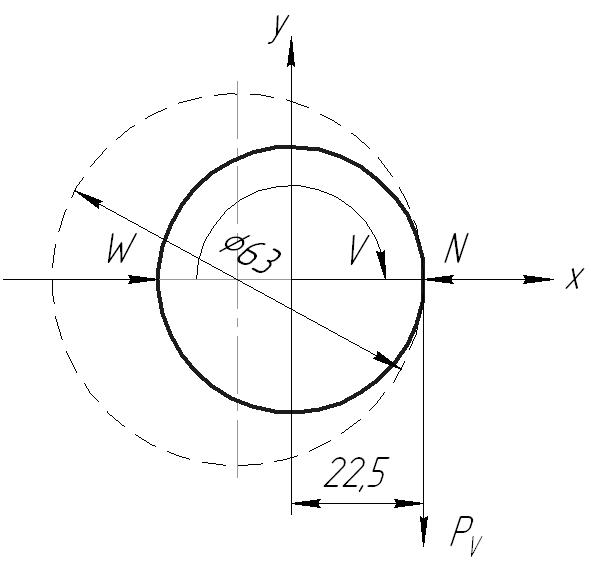
Рисунок 10.2 – Схема сил, действующих на заготовку
При фрезеровании на заготовку действуют силы закрепления W, реакции опор N, силы трения F = W · f и F = N · t, силы резания Fн и Fv. Сила резания при торцевом симметричном фрезеровании определяется из соотношения:
Pv = (0,85…0,95)Pz,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.