

















































6.Механическая обработка деталей машин. Изготовление корпусов из листовой стали.
Этой обработке подвергаются почти все детали ЭМ. Задачей механической обработки является получение деталей такой частоты и точности, которые бы обеспечивали надежную работу в течении требуемого времени. Точность позволяет увеличить надежность работы, уменьшить неравномерность воздушного зазора, уменьшить вибрацию и шум ЭМ. Низкая точность недопустима, но чересчур высокая точность увеличивает себестоимость ЭМ.
Механическая обработка цилиндрических поверхностей по 7-9 квалитетам.
Допуск на линейные размеры 9…12 квалитеты необходимо выбирать заготовку близкую по форме и размерам к готовой детали. Выбирая материал заготовки, следует помнить, что режимы резания для чугуна в 1,2…1,3 раза выше, чем для стали, а для алюминия в 3…5 раз выше, чем для обработки чугуна.
Детали обрабатываются на универсальных станках со специальной оснасткой или на станках с ЧПУ. Станки с ЧПУ позволяют механизировать и автоматизировать обработку в единичном и мелкосерийном производствах. С увеличением серийности используют полуавтоматические станки общего применения. На агрегатных станках заготовки одновременно обрабатывают несколькими инструментами, закрепленными в шпинделе головок.
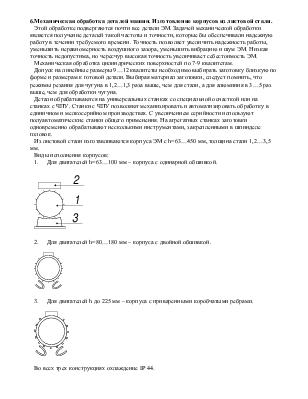
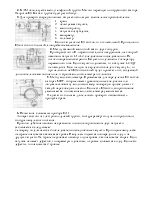
Из листовой стали изготавливаются корпуса ЭМ с h=63…450 мм, толщина стали 1,2…3,5 мм.
Виды исполнения корпусов:
1. Для двигателей h=63…100 мм – корпуса с одинарной обшивкой.
2. Для двигателей h=80…180 мм – корпуса с двойной обшивкой.
3. Для двигателей h до 225 мм – корпуса с приваренными коробчатыми ребрами.
Во всех трех конструкциях охлаждение IP 44.
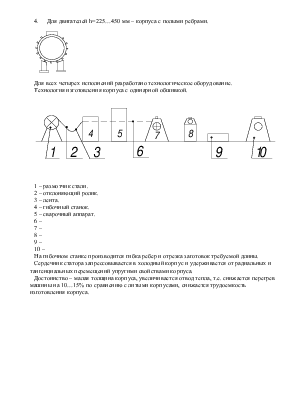
4. Для двигателей h=225…450 мм – корпуса с полыми ребрами.
Для всех четырех исполнений разработано технологическое оборудование.
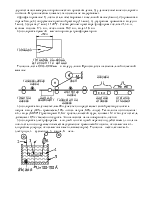
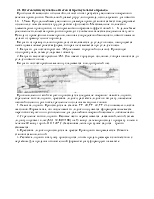
Технология изготовления корпуса с одинарной обшивкой.
1 – размотчик стали.
2 – отклоняющий ролик.
3 – лента.
4 – гибочный станок.
5 – сварочный аппарат.
6 –
7 –
8 –
9 –
10 –
На гибочном станке производится гибка ребер и отрезка заготовок требуемой длины.
Сердечник статора запрессовывается в холодный корпус и удерживается от радиальных и тангенциальных перемещений упругими свойствами корпуса.
Достоинство – малая толщина корпуса, увеличивается отвод тепла, т.е. снижается перегрев машины на 10…15% по сравнению с литыми корпусами, снижается трудоемкость изготовления корпуса.
7. Способы получения заготовок валов. Технология обработки валов.
Заготовки валов получают резкой или рубкой (на прессах).
Резка может осуществляться диском, абразивными
кругами, ленточными пилами (требуется дополн. обработка торцов). Резка
абразивными кругами получается с хорошей точностью (![]() 0,25…0,5),
но абразивный круг быстро изнашивается.
0,25…0,5),
но абразивный круг быстро изнашивается.
Рубка – самый простой, но концы заготовки деформируются, происходит выров металла.
Чтобы уменьшить недостатки применяют закрытые штампы.
Поперечно – винтовой прокат.
Заготовки имеют фигурный прокат по форме близкой к требуемой. Данный вид проката мало распространен, т.к. не дает большой экономии металла, точность невысокая, шероховатость и отклонение от формы большие, требуется обработка торцов. Стоимость на 35% выше, чем круглого проката.
Поперечно – клиновой прокат.
Используется в крупносерийном и массовом производствах.
Прокат выполняется непосредственно на электротехническом предприятии, заготовка
пропускается через 2 волка: диаметр волков 500…700 мм максимальный диаметр
проката до 80 мм, допуск на диаметр ![]() 0,5
мм, максимальная длина вала 630мм. Производительность 0,8…1,2 млн штук в год.
0,5
мм, максимальная длина вала 630мм. Производительность 0,8…1,2 млн штук в год.
Для более мелких валов ![]() 40
мм и длиной 400 мм разработана другая прокатная установка, состоящая из плоских
плашек. Пруток подается до упора, а салазки перемещаются встречно, точность
40
мм и длиной 400 мм разработана другая прокатная установка, состоящая из плоских
плашек. Пруток подается до упора, а салазки перемещаются встречно, точность ![]() 0,1 мм, пруток нагревается до
1100…1500
0,1 мм, пруток нагревается до
1100…1500 ![]() .
.
Исходная цилиндрическая заготовка деформируется рабочим инструментом, имеющим клиновой профиль. В процессе прокатки горизонтальные и боковые наклонные грани клинового инструмента заставляют металл смещаться от середины заготовки к торцам. Улучшается прочность и износостойкость материала заготовки, не требуется токарной заготовки вала. Расход металла сокращается, производительность труда увеличивается в 10 раз, плашки легче обрабатывать и сменить.
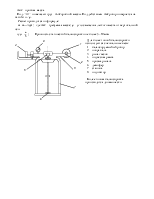
Ковка на радиально – ковочных машинах.
Диаметр вала 60…150 мм, длина 500…1200 мм.
Применяются радиально – ковочные машины, их производительность 200…300 тысяч заготовок в год.
Ковка позволяет получить большие валы. Перед ковкой металл нагревают до определенной температуры. Ковка улучшает механические свойства, микроструктура металла становится волокнистой, нагрев должен производится с определенной скоростью. Ковочные бойки совершают колебательные движения.
Параллельно ковке выполняются кузнечные операции, термообработка и контроль.
Кузнечные операции делятся на предварительные, основные, вспомогательные и отделочные.
Предварительные:
1. Сбивка конусности.
2. Отрубка.
3. Разрубка.
Основные:
1. Осадка.
2. Высадка (увеличение поперечных размеров, образование выступов вдоль оси).
3. Прошивка.
4. Пробивка.
5. Протяжка (увеличение длины заготовки за счет уменьшения диаметра).
6. Раскатка (увеличение внешнего и внутреннего диаметра кольцевой заготовки).
7. Очистка заготовки (для снятия окалины).
Получение заготовок валов на радиально – ковочных машинах позволяет сэкономить 30% металла, при этом снижается трудоемкость токарных работ, припуск на диаметр вала примерно 1 мм.
Технология обработки валов.
Обработка валов может осуществляться двумя способами: центровым и бесцентровым (за базу берется наружный диаметр).
Ограниченность бесцентрового способа:
1. Для многих валов центровые гнезда необходимы, т.к. они используются при ремонте.
2. Переналадка центровых станков более трудоемка.
3. При повышенных требованиях к точности диаметра шейки вала возникают дополнительные трудности к наладке оборудования.
При разработке технологического процесса обработки вала необходимо учитывать:
а) операции обработки должны выполняться с минимальным числом перебазирований и перезакреплений;
б) замена инструмента должна производится без подналадки;
в) необходимо предусматривать синхронизацию операций механической обработки.
Типовой технологический процесс обработки вала состоит из операций:
1. Подрезка (фрезерование) торцов.
2. Центрование.
3. Обтачивание вала.
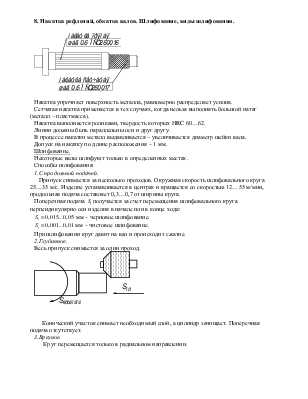
4. Накатка рефлением.
5. Шлифование накатанных поверхностей.
6. Фрезерование шпоночных канавок.
Рефление на валах АД, как правило, не делают. В МПТ вала выполняют с накаткой рефлением.
8. Накатка рефлений, обкатка валов. Шлифование, виды шлифования.
Накатка упрочняет поверхность металла, равномерно распределяет усилия.
Сетчатая накатка применяется в тех случаях, когда нельзя выполнять большой натяг (металл – пластмасса).
Накатка выполняется роликами, твердость которых HRC 60…62.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.