а- толщина стенки оправки, b- зазор между оправкой и зубцом.
Bш=у+2а+2b+δ1+ δ2+ δ3
δ1- допуск на распушение пакета.
δ2- допуск на непараллельность открытия паза.
δ3- допуск на неточность углового фиксирования паза.
у=2,5dиз- укладка без ограничений.
у=1.8dиз- возможна при расположении проводников в ряд Кз=0,7
у=2dиз- укладка возможна но Кз<0.7
у=1.05dиз Кз<0.35
23. Ручная укладка обмоток в пазы ( сравнение различных способов укладки).
Катушки обмоток наматываются на намоточных станках, оснащённых многоручьевыми намоточными шаблонами, наматывается сразу вся катушечная группа. Намотанные катушечные группы поступают на участок укладки. где укладываются в пазы статора. Первые три катушки укладываются с одной стороны в низ паза, а вторую сторону оставляют внутри сердечника. Следующие катушки укладывают одной стороной в низ паза, а второй стороной в верхнюю часть паза. После того как уложена последняя катушка производят укладку вторых сторон первых трех катушек в верх пазов начиная с третьей. После укладки проводников производят расклинивание паза, под клин ставят прокладку. клин должен входить в паз туго и находится в пазу плотно. Далее производят соединение и пайку схемы, выполнится собственным проводом катушек. при большом числе элементарных проводников скрутку производить трудно , поэтому для соединения используют медные гильзы.
Ручную укладку применяют: при производстве единичных машин, где механизация процесса экономически не оправдана; многоскоростных двигателях, конструкция обмоток которых не обеспечивается при машинном изготовлении; при ремонте машин.
Различные способы укладки обмоток требуют различной ширины открытия паза, средней длины витка и размера лобовой части.
Раздельный способ укладки Bш=(2,5---1,05) dиз+1,36
Совмещённая намотка Bш=(1,8---2,3)+ dиз
Ручная укладка Bш=(1,8---1,5)+ dиз---- лучший способ так как Bш минимальное, значит минимальный δср, отсюда ток намагничивания меньше, cosφ↑.
|
Способ намотки |
Удлинение провода % |
Открытие паза % |
Средняя длинна витка % |
Трудоёмкость % |
|
Ручной Совмещённый Раздельный |
5 10-11 7-8 |
100 140-150 110-120 |
100 110-115 104-105 |
100 15-18 5-6 |
24. Пазовая изоляция, применяемая в различных сериях ЭМ. Способы изолировки пазов
Пазовая изоляция должна обладать высокой электрической прочностью, быть достаточно тонкой, чтобы было легко отвести тепло из паза ЭМ; легко механически обрабатываться (резка, рубка).
Типы материалов пазовой изоляции:
1. Органические волокнистые материалы:
– элетрокартон ЭВП, ЭВ, ЭМ. Поставляется в рулонах шириной до 1 м., толщина 0,1–3 мм. Класс изоляции – А;
– пленкоэлектрокартон ТУ 16503–08–69 имеет ↑ механ. прочность, меньше разбухает от влаги. Толщина 0,17; 0,27; 0,32 мм.;
– лакоткань шелковая ЛШ, ЛШСС. Поставляется в виде рулонов шириной 700; 740 мм., очень тонкая (0,04–0,06 мм.). Используется в МКЭМ.
2. Неорганические волокнистые материалы:
– стеклолакоткани ГОСТ 10156–70 ЛСБ 105/120 класс В, ЛСП 130/155 – F, ЛСК 155/180 – Н. Толщина 0,05; 0,06; 0,12; 0,15 и т.д.;
– лента стеклянная ЛЭС (В, F, Н – в зависимости от пропиточного лака);
– нетканая стекловолокнистая лента ЛСБ, ЛСВ У них: ↑гигроскопичность, ↑ механическая прочность.
Изолировка: ручная и с помощью станка.
Рулон прогоняется через конусные направляющие ривьеры, чтобы загнуть края, потом через валики, затем изоляция обрезается, ей придается форма паза, а затем толкателем она помещается в паз.
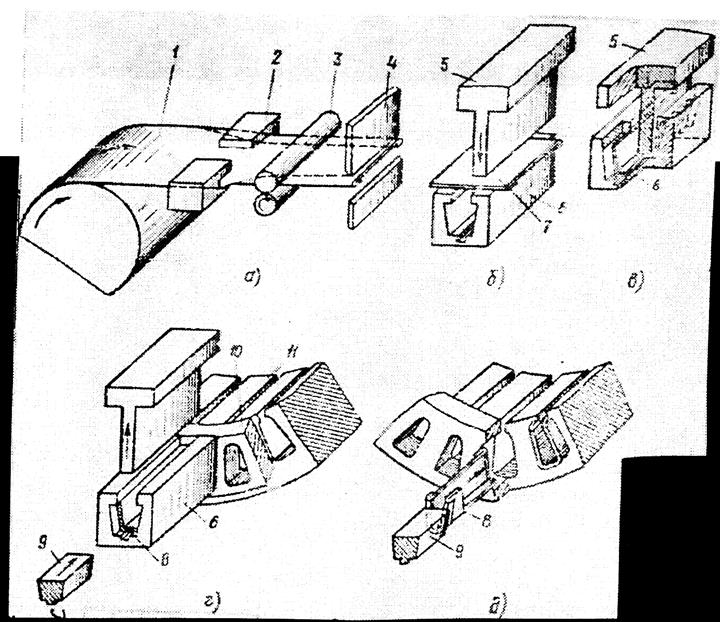
25. Изготовление и укладка обмоток из прямоугольного провода, низковольтных и высоковольтных машин. Стержневые обмотки.
При ↑ мощности ↑ и сила тока, что требует ↑ поперечного сечения проводов. Наибольший диаметр круглого провода = 1,6–1,8 мм. При дальнейшем увеличении диаметра провод становится жестким, прорывает изоляцию, с ним трудно работать физически. Максимальное количество элементарных проводников, из которых можно образовать эффективный = 4–6. Дальнейшее ↑ количества // проводников приводит к ухудшению качества соединения катушки. Поэтому начиная с определенной мощности ЭМ обмотки делают их прямоугольного провода. Катушки из прямоугольного провода изготавливаются до укладки в пазы, им придают строгую геометрическую форму, которая не изменяется при укладке.
Катушки из прямоугольного провода делятся на 2 группы:
1. Катушки для низкоскоростных ЭМ (не носят корпусной изоляции), изолируют паз, а затем укладывают обмотку.
2. Катушки высокоскоростных ЭМ. Наносится корпусная изоляция до укладки в паз. Катушки укладываются в полуоткрытый паз.
При выполнении такой катушки выполняются следующие операции:
1. Намотка лодочки Станки ТТ–20, ТТ–22, ТТ–24 с помощью плоских шаблонов. Форма такая, что после намотки лодочки получаются сформированные места перегибов катушки и подготовленные для дальнейших операций пазовые и лобовые части.
2. Скрепление витков лодочки Пазовые части перевязываются лавсановой лентой, затем лодочку опускают в лак МЛ–92, КО916К на 15 мин. Затем сушка в печи 30 мин при t = 110–120 ˚С. Лавсановая лента при сушке садится – крепко сжимается.
3. Прессовка лодочки На прессе. Проводники выпрямляются, становятся монолитными.
4. Растяжка лодочки в катушку Чтобы придать размеры в соответствии с чертежом.
5. Нанесение пазовой изоляции Для придания окончательной формы катушку формуют на макете.
6. Рихтовка
7. Крепление и изоляция выводных концов
Стержневые обмотки
Применяются в статорах крупных ЭМ, в якорях МПТ, роторах АД с фазным ротором. Они состоят из отдельных стержней, каждый из которых представляет собой полувиток. Каждый стержень состоит из 2 полустержней и общей изоляции.
Для ↓ Рвихр проводники переплетаются по длине. Для удобства проводники укладываются в 2 слоя по ширине паза.
В зависимости от системы охлаждения стержни состоят из сплошных проводников или сплошные проводники чередуются с полыми.
Основные операции изготовления полых проводников:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.