При измерении сопротивления изоляции относительно
корпуса нулевой провод прибора соединяется с заземлённым корпусом машины, а
высоковольтный провод с одним из выводов обмотки. Обмотки фаз, не участвующих в
измерении, заземляются. значение сопротивления изоляции обмоток при рабочей
температуре должно быть не менее вычисленного по формуле  если полученное по формуле сопротивление
< 0,5 МОм, то необходимо принять 500 МОм.
если полученное по формуле сопротивление
< 0,5 МОм, то необходимо принять 500 МОм.
Если измерение производится в холодном состоянии, то
необходим пересчёт на рабочую температуру: ![]() где
где
![]() –
температура, при которой измеряется, rmin = 0.5 МОм.
–
температура, при которой измеряется, rmin = 0.5 МОм.
Пример: 4АН280М2У3. Р2=200 кВт; Uном=660 В; класс изоляции F; ![]()
![]() МОм.
МОм.
Если измеренное сопротивление меньше, то возможные причины:
1. Изоляция влажная, необходима сушка.
2. Изоляция загрязнена, идёт пробой из-за токов утечки.
Проверка обмоток на межвитковое замыкание.
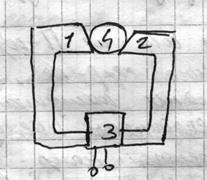 1. Метод
индуктирования напряжения. Применяется для МПТ.
1. Метод
индуктирования напряжения. Применяется для МПТ.
1,2 – полюсные наконечники.
3 – электромагнит, катушка питается переменным током частотой 500…1000 Гц.
4 – якорь МПТ.
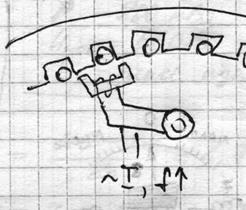 Магнитный поток, замыкаясь по сердечнику индуктирует
переменную ЭДС. Если в секции есть КЗ витки, то в них потечёт большой ток,
который создаст большой поток. Если прикладывать к якорю ферромагнитную
пластину, то она будет притягиваться и вибрировать у дефектных пазов, где есть
КЗ витки.
Магнитный поток, замыкаясь по сердечнику индуктирует
переменную ЭДС. Если в секции есть КЗ витки, то в них потечёт большой ток,
который создаст большой поток. Если прикладывать к якорю ферромагнитную
пластину, то она будет притягиваться и вибрировать у дефектных пазов, где есть
КЗ витки.
2. В АМ используется метод телефонной трубки. Магнит переводят по окружности статора. Напротив КЗ Витка в трубке будет резкий звук.
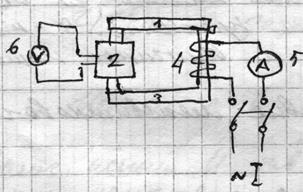 3. Для
проверки сосредоточенных катушек используют специальное приспособление.
3. Для
проверки сосредоточенных катушек используют специальное приспособление.
1 – ярмо,
2 – испытуемая катушка,
3 – магнитопровод,
4 – катушка возбуждения,
5 – амперметр,
6 – вольтметр.
Если в катушке нет КЗ витков, то ток небольшой. При наличии КЗ витков ток большой, а напряжение маленькое.
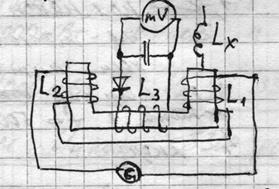 4. Метод
взаимной магнитной связи двух контуров.
4. Метод
взаимной магнитной связи двух контуров.
Прибор состоит и П–образного стального сердечника, на который намотаны катушки L1 и L2, соединённые последовательно. Их потоки направлены встречно. Катушки подключены к генератору переменного тока. Если катушки одинаковы, то в катушке L3 ЭДС не наводится. Если на один из сердечников надеть катушку Lх, то при наличии в ней КЗ витков в ней будет протекать ток, создающий дополнительное магнитное поле, и стрелка милливольтметра отклонится.
 5. Метод
милливольтметра. Применяется для определения КЗ витков в якорях МПТ, которые имеют
уравнительные соединения или лягушачью обмотку. милливольтметр поочерёдно
присоединяют к каждой паре соседних пластин. Если есть КЗ витки, сопротивление
уменьшается, и показания милливольтметра уменьшаются.
5. Метод
милливольтметра. Применяется для определения КЗ витков в якорях МПТ, которые имеют
уравнительные соединения или лягушачью обмотку. милливольтметр поочерёдно
присоединяют к каждой паре соседних пластин. Если есть КЗ витки, сопротивление
уменьшается, и показания милливольтметра уменьшаются.
Недостатки: большая длительность проверки и возможность пропуска брака.
6. Испытания с помощью прибора ЕЛ–1.
Аппарат состоит из электронно-лучевой трубки, контура развёртки луча по горизонтали, контура импульсного питания.
Принцип действия основан на сравнении полного
сопротивления двух катушек и заключается в следующем:
к аппарату подключаются 2 последовательно соединённые катушки. При подаче
импульсов на экране появляется светящаяся кривая. Импульсы подаются поочерёдно
на одну и на другую катушки. На экране не успевает исчезнуть одна кривая, как
появляется вторая. Если катушка не имеет дефектов, то параметры одинаковы, и
кривые сливаются в одну. Если есть дефекты, то появляются 2 кривые.
40. Испытание электрической прочности изоляции. Определение числа витков.
Величина испытательного напряжения зависит от мощности машины и номинального напряжения.
|
Р<1 кВт, Uном<100 В |
Uисп=500+2Uн |
|
Р>1 кВт, Uном<100 В |
Uисп=1000+2Uн |
|
Р>1 кВт за исключением 1,2 пунктов |
Uисп=1000+2Uн но не менее 1500 В. |
|
Р>1 кВт, Uном<3300 В |
Uисп=1000+2Uн |
|
Все ЭМ 3300<Uн<6600 В |
Uисп=2,5Uн |
|
Uном>6600 В |
Uисп=3000+2Uн |
Испытательное напряжение должно быть строго синусоидальным. Обычно испытывают линейным, а не фазным напряжением.
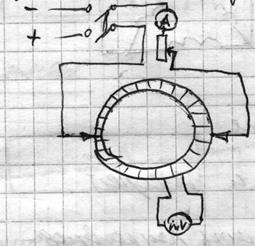
Контроль числа витков.
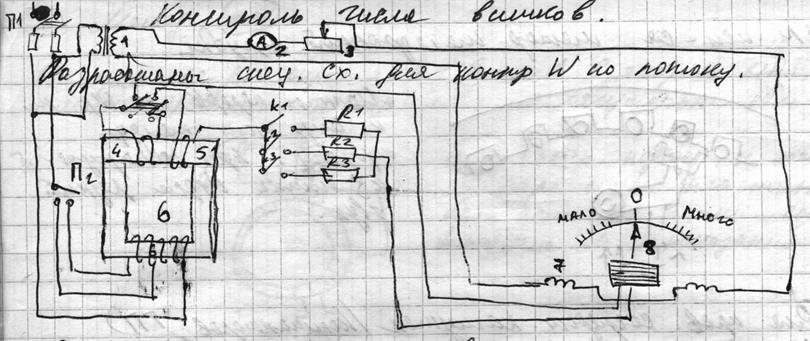
Основным элементом приспособления является сердечник со съёмным верхом, на который надевается эталонная обмотка 4 и испытуемая обмотка 5 таким образом, что их потоки направлены встречно. На нижнюю часть сердечника надевается ОВ, которая питается переменным током промышленной частоты. Она имеет отпайку для регулировки величины потока. Если в испытуемой обмотке число витков будет отличатся от числа витков эталонной обмотки, стрелка прибора отклонится.
41. Изготовление и укладка обмоток из прямоугольного провода.
При большой мощности и большой плотности тока требуется увеличение поперечного сечения проводников. Наибольший диаметр круглого провода, используемого для обмотки 1,6 – 1,8 мм. При дальнейшем увеличении диаметра провод становится жёстким, разрывает изоляцию, с ним становится трудно работать физически. Максимальное количество элементарных проводников, из которых можно образовать эффективный 4 – 6. дальнейшее увеличение количества проводников приводит к снижению качества соединения катушки. Исходя из приведённых выше причин, начиная с определённой мощности, обмотки машин делают из прямоугольного провода.
Катушки из прямоугольного провода изготавливаются до укладки в пазы, им придаётся необходимая геометрическая форма, которая не изменяется при укладке в пазы.
1. Катушки для низкоскоростных ЭМ (не имеют корпусной изоляции). Производят изолировку паза, затем укладывают обмотку.
2. Катушки высокоскоростных ЭМ. Они имеют корпусную изоляцию, которая наносится до укладки обмотки в паз.
Катушки низкоскоростных машин укладываются в полуоткрытый паз.
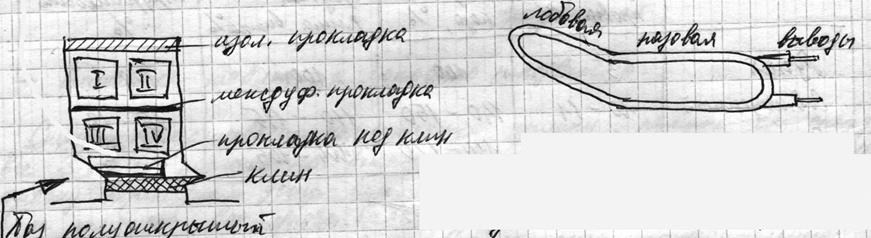
При выполнении такой катушки производятся следующие операции: намотка лодочки, скрепление витков лодочки, прессовка лодочки, растяжка лодочки в катушку, нанесение пазовой изоляции, рихтовка, крепление и изоляция выводных концов.
1. Намотка лодочки имеют корпусной изоляцииных ЭМ () пазы.
ся необходимая геометрическая форма,ют из прямоугольного провода.. Производится на станках ТТ–20, ТТ–22, ТТ–24 с помощью плоских шаблонов. Форма такая, что после намотки лодочки получаются сформированные места перегибов катушки и подготовленные для дальнейших операций пазовые и лобовые части.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.