В – вихідна (явна) база для витримування розміру n
![]()
 |
Розрахунок дійсної похибки базування
При розрахунку дійсного значення поля розсіювання похибок базування виходять із допусків тих розмірів від яких залежить вихідна база при даній схемі базування, тобто дійсна похибка базування рівна полю допуску на номінальний розмір заготовки, якщо вихідна база паралельна напрямку контролюючого розміру.
Еб дійсне.=Тн.р.
Поверхні по яким базуються заготовки мають: плоску, циліндричну рідко конічну форму. Або заготовка може базуватися на декілька поверхонь.
Розглянемо установки заготовки на різні поверхні
1. Установка на площину.
ПЕРШИЙ ПРИКЛАД:
|
|
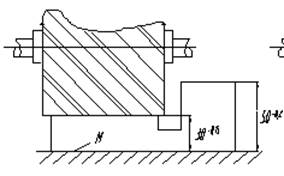
Заготовка базується на площині, потрібно витримати розмір 30-15
середня точність Δ=0,1мм (по 10 квалітету)
тоді[εб]=Т-Δ =0,15-0,1=0,05мм
Розмір 30-0,15 , що витримується, зв’язаний з поверхнею М, яка є вихідною базою. Ця база не піднімається і не опускається в процесі обробки, вона опирається на нерухому поверхню (на стіл верстата, або пристосування), тому висота розміру 30-0,15 буде незмінною, тобто εб дійсне=0.
Значить заданий розмір можна витримати і виготовити деталь.
ДРУГИЙ ПРИКЛАД
При тих же самих умовах обробки, що в першому прикладі, нам потрібно витримати розмір 20+0,15, який зв’язаний з верхньою поверхнею N, яка є вихідною базою. При цій схемі базування положення вихідної бази залежить від розміру 50-0,2
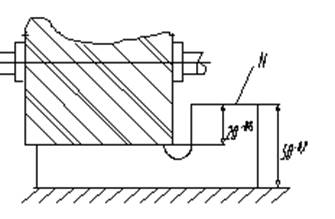 |
εб дійсн=Т50=0,2,
так як допуск по розміру не змінився і [εб]= 0,05мм, тоді, очевидно, що дійсне значення поля розсіювання погрішності базування більше допустимого εб дійсне[εб] – вийде брак
Що потрібно зробити?
1. Збільшити допуск по розміру 20.
2. Зменшити допуск по розміру 50.
3. Або змінити схему базування, щоб εб дійсне=0.
4. Вихідну базу притиснути до нерухомої опори.

1 клин
2 нерухомий упор
Змінена схема базування
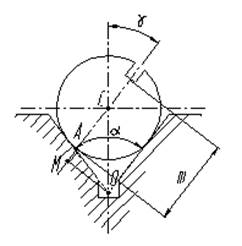
2 Установка на призму
ПЕРШИЙ ПРИКЛАД
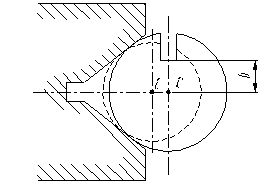
Деталь встановлена на призму по зовнішній циліндричній поверхні, де в деталі потрібно профрезувати паз.
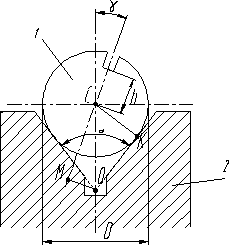
Потрібно витримати розмірh
Становище вихідної бази центра С по відношенню до призми (технологічна база – точка О) обумовлюється вектором ОС.
Проектуючи цей вектор на напрямок розміру h, який потрібно витримати, отримуємо
L=MC=OC·cosγ
Із трикутника ОСК знаходимо
ОС=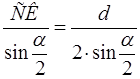 ,
,
де α – кут призми, d – діаметр заготовки.
тоді L=
диференціал повний
Δh=-ΔL=
![]()
а поле розсіювання похибки базування
εб дійсне = 
де Тd – допуск по діаметру
Із схеми видно, що εб дійсне при куті призми α залежить від кута γ, тоді
якщо γ=0
εб дійсне=
при γ=45º, α=90º εб
дійсне=![]()
 |
При γ=0º
εб дійсне 
При встановленні в самоцентруючи пристосування (трьохкулачковий патрон, самоцентруючи лещата тощо) центр всіх заготовок, незалежно від діаметра буде займати незмінне положення, тому εб дійсне=0
ДРУГИЙ ПРИКЛАД
Потрібно витримати розмір m
Із Δ ОСМ маємо
СМ=
радіус СА = ![]()
тоді
L=
повний диференціал
ΔL=
а поле розсіювання εб дійсне =
якщо cosγ=sin![]() ,
при α=90º, γ=45º εб дійсне=0
,
при α=90º, γ=45º εб дійсне=0
при γ=0, α=180º (при установці на площину)εб дійсне=0
ТРЕТІЙ ПРИКЛАД
Потрібно витримати розмір n
Положеннявихідної бази - точки В – відносно призми обумовлюється вектором ОВ .Проектуючи по напрямку розміру n , що витримується, отримаємо
L= =
=
тоді повний диференціал
ΔL=
а поле розсіювання, відповідне дійсній похибці базування
εб дійсне 
при γ=0
εб дійсне =

при γ=0, α=180º εб дійсне = Тd
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.