Похибки при свердлуванні.
Потрібно в шайбі (рисунок а) просвердлити отвір і витримати розмір m з відповідним допуском.
Порівняємо за допомогою виведених залежностей дві схеми кондукторів, схематично показаних на рисунках б і в.
Схема кондуктора на рисунку б аналогічна схемі, приведеній для розміру m вище (як для фрезерування) при γ= 0° .
Тому

Друга схема (в)
Схема кондуктора на рисунку в аналогічна схемі, приведеній вище для розміру n (як для фрезерування), отже
відношення
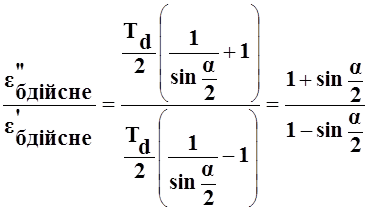
при α=90º
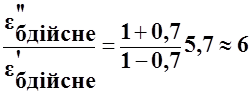
Таким чином, неістотна, на перший погляд різниця в схемах конструкцій кондукторів веде до збільшення значення εб дійсне при другій схемі в порівнянні з першою в 6 раз.
Контрольні запитання
1 Способи встановлення заготовок
2 Правило шести точок
3 Поняття про бази
4 Класифікація
5 Похибки базування
6 Поняття про базування бази
Заняття № 7-8 (4 години)
ТЕМА 3: УСТАНОВЧІ ЕЛЕМЕНТИ ПРИСТОСУВАННЯ
ПЛАН: 1 Призначення і технічні вимоги, які пред'являються до установчих елементів
2 Матеріал для їх виготовлення.
3 Класифікація установчих елементів пристосувань
4 Установочні елементи пристосувань для встановлення заготовок плоскими поверхнями
5 Опори для встановлення заготовок зовнішніми і внутрішніми поверхнями обертання
Мета заняття учбова: Вірно вміти вибирати установчі елементи, від яких залежить точність виготовлення деталей.
Мета заняття виховна: Установочні деталіпристосувань служать для установки на них базових поверхонь оброблюваних деталей.
Література (1,с.18-31; 2,с.22-23; 4,с.83-86, 142-147)
САМОСТІЙНА РОБОТА № 4-1
ТЕМА : Основні і допоміжні опори
ЗМІСТ : 1 Види і конструкції
2 Допоміжні плоскі опори
3 Підводящі і самоустанавлюючі опори
Література (1,с.18-25; 2,с.22-28)
1 Деталі та механізми пристосувань призначені для забезпечення відповідності технологічного процесу одноманітного положення установлюваних в пристосуванні заготовок відносно ріжучого інструменту, називаються установочними.
Установочні елементи, на які діють сили затиску чи різання називаються головними. Тобто основними. Інші – орієнтуючими, або допоміжними.
Деталі тільки ті що сприймають навантаження від сил затиску, чи різання, але не виконують установочних функцій, називаються упорами або опорами.
Установочні деталі пристосувань служать для установки на них базових поверхонь оброблюваних деталей.
Основні опори жорстко закріплені в пристосуванні і визначають положення оброблюваної деталі в робочій зоні верстата відносно ріжучого інструменту.
Число опор у пристосуванні повинно бути не більше шести для правильної орієнтації деталі.
Допоміжні опори використовують не для базування, а для підвищення стійкості і жорсткості оброблюваної деталі в пристосуванні при обробці. Їх підводять до деталі і закріплюють, таким чином вони стають допоміжними жорсткими опорами.

Рисунок 1 - Схема установки на шість точок з допоміжною опорою 1
Технічні вимоги, які пред’являються до установчих елементів
Конфігурацію опор вибирають від виду базової поверхні заготовки, але їх конструкція повинна задовольняти всім загальним вимогам:
а) опори повинні розташовуватися так, щоб заготовка легко встановлювалась в потрібне положення і не змінювала його під впливом власної маси при закріплені в пристосуванні;
б) конструкція опор і пов’язаних з ним елементів пристосування повинна виключити перевірку установки заготовки;
в) опори повинні бути жорсткими і не деформуватися під дією сил різання чи затиску;
г) розташування опор відносно напрямку дії сил різання повинно бути таким, щоб при обробці заготовка не деформувалась, не змінювала положення відносно сил різання.
д) знос робочих поверхонь опор повинно бути мінімальним.
На робочих поверхнях не повинні з’являтися забоїни, тому матеріал і термообробка повинні забезпечувати високу твердість та зносостійкість робочих поверхонь.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.